
- 首页 >
- > 耐磨堆焊条Φ3.7-D507
更新时间:2024.11.17




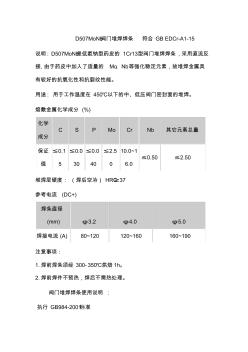
D507MoNb阀门堆焊焊条 符合 GB EDCr-A1-15 说明 : D507MoNb是低氢钠型药皮的 1Cr13型阀门堆焊焊条 ,采用直流反 接,由于药皮中加入了适量的 Mo、Nb等强化稳定元素,故堆焊金属具 有较好的抗氧化性和抗裂纹性能。 用途 : 用于工作温度在 450℃以下的中、低压阀门密封面的堆焊。 熔敷金属化学成分 (%) 化学 成分 C S P Mo Cr Nb 其它元素总量 保证 值 ≤0.1 5 ≤0.0 30 ≤0.0 40 ≤2.5 0 10.0~1 6.0 ≤0.50 ≤2.50 堆焊层硬度 : (焊后空冷) HRC≥37 参考电流 (DC+) 焊条直径 (mm) φ3.2 φ4.0 φ5.0 焊接电流 (A) 80~120 120~160 160~190 注意事项 : 1.焊前焊条须经 300- 350℃烘焙 1h。 2.焊前焊件不预热,焊后不需热处理。
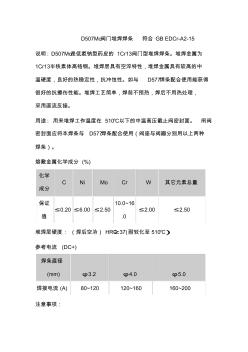
D507Mo阀门堆焊焊条 符合 GB EDCr-A2-15 说明 : D507Mo是低氢钠型药皮的 1Cr13阀门型堆焊焊条。堆焊金属为 1Cr13半铁素体高铬钢。堆焊层具有空淬特性,堆焊金属具有较高的中 温硬度,良好的热稳定性,抗冲蚀性。如与 D577焊条配合使用能获得 很好的抗擦伤性能。堆焊工艺简单,焊前不预热,焊后不用热处理, 采用直流反接。 用途 : 用来堆焊工作温度在 510℃以下的中温高压截止阀密封面。 闸阀 密封面应将本焊条与 D577焊条配合使用(阀座与阀瓣分别用以上两种 焊条)。 熔敷金属化学成分 (%) 化学 成分 C Ni Mo Cr W 其它元素总量 保证 值 ≤0.20 ≤6.00 ≤2.50 10.0~16 .0 ≤2.00 ≤2.50 堆焊层硬度 : (焊后空冷) HRC≥37(耐软化至 510℃) 参考电流 (DC+) 焊条直径 (mm) φ3.2 φ4.
热门知识
耐磨堆焊条Φ3.7-D507-
话题: 地产家居hannaijiaju
-
话题: 工程造价ltshan1024
精华知识
耐磨堆焊条Φ3.7-D507-
话题: 工程造价xuyikun2008
-
话题: 工程造价0735liuxuan
-
话题: 地产家居alick12309
最新知识
耐磨堆焊条Φ3.7-D507-
话题: 装修工程lovebug888
-
话题: 工程造价tangxiugang
-
话题: 工程造价aroundeurope
专题概述
耐磨堆焊条Φ3.7-D507知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关耐磨堆焊条Φ3.7-D507最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:耐磨堆焊条Φ3.7-D507
相关话题
资料下载
相关资讯
耐磨堆焊条Φ3.7-D507相关专题
- 菱形耐磨胶板有哪些用途
- 有没有水泥地面耐磨漆
- 硅橡胶板耐不耐磨
- 阀门耐磨耐碱用什么密封圈
- 什么橡胶最耐磨
- 石墨填料怎么做才更耐磨
- 带CN层耐磨胶板PL什么意思
- 彩色耐磨混凝土施工工艺
- 哪种油漆干后耐磨
- 耐磨橡胶板的规格
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)
- 碳钢焊条Φ3.8-E5010
- 碳钢焊条Φ3.8-E5001
- 耐磨堆焊条Φ3.7-D246
- 耐磨堆焊条Φ3.8-D246
- 耐磨堆焊条Φ3.8-D317
- 耐磨堆焊条Φ3.8-D437
- 助焊剂SJ301
- 碳钢焊条Φ3.8-E4320
- 耐磨堆焊条Φ3.8-D227
- 碳钢焊条Φ3.8-E4311
- 碳钢焊条Φ3.7-E4316
- 耐磨堆焊条Φ3.7-D502
- 助焊剂SJ431
- 碳钢焊条Φ3.8-E4327
- 碳钢焊条Φ3.8-E4312
- 供应8.8级六脚头螺栓GB30-76 直径20mm长度200mm
- 供应8.8级六脚头螺栓GB30-76 直径20mm长度160mm
- 供应8.8级六脚头螺栓GB30-76 直径20mm长度180mm
- 耐磨堆焊条Φ3.7-D212
- 耐磨堆焊条Φ3.7-D227
- 银焊条Φ3.8-HL204
- 碳钢焊条Φ3.8-E4322
- 埋弧焊丝直径2.5-H10Mn2
- 镀锌钢丝1.4-抗压强度:1470(MPA)
- 耐磨堆焊条Φ3.8-D507
- 碳钢焊条Φ3.8-E4324
- 供应8.8级六脚头螺栓GB30-76 直径18mm长度150mm
- 供应8.8级六脚头螺栓GB30-76 直径18mm长度140mm
- 碳钢焊条Φ3.8-E5048
- 耐磨堆焊条Φ3.7-D322