




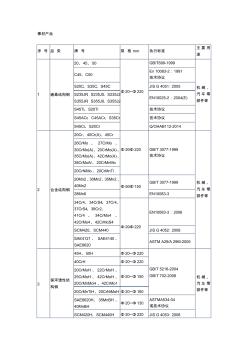
棒材产品 序 号 品 类 牌 号 规 格 mm 执行标准 主要 用 途 1 碳素结构钢 20、45、 50 Φ 20~Φ 220 GB/T699-1999 机械 、 汽车 零 部件等 C45、C50 En 10083-2:1991 技术协议 S20C、S35C、S45C JIS G 4051:2005 S235JR、S235J0、S235J2 S355JR、S355J0、S355J2 EN10025-2:2004(E) S45Ti、S20Ti 技术协议 S45ACr、C45ACr、S35Cr 技术协议 S45Cr、S20Cr Q/OHAB112-2014 2 合金结构钢 20Cr、40Cr(A)、45Cr Φ 20-Φ 220 GB/T 3077-1999 技术协议 机械 、 汽车 零 部件等 26CrMo 、 27CrMo 、 30CrMo(A)、20CrMo(A)
昆钢棒材冷飞剪剪切控制功能的改进和完善 内容摘要: 本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改进和完善。通过 对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直接提高了产品的成材率,为生 产企业带来了巨大 内容摘要: 本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改 进和完善。 通过对冷飞剪控制功能的改进和完善, 使冷飞剪剪切倍尺的精度大大的提高, 直 接提高了产品的成材率,为生产企业带来了巨大的经济效益。 关键词: 倍尺剪 LPP 辊径优先 测量优先 前言 昆钢棒材生产线始建于 2004 年,该条生产线由 12 套 PLC组成,完成各区域控制,其中 主轧线控制系统配备两级自动化系统, 通过三类通讯网络连接, 组成资源共享的分布式计算 机控制系统。该控制系统是以美国 GE公司 90-70 、90-30 系列可编程控制器 (PLC
热门知识
尼龙棒材精华知识
尼龙棒材最新知识
尼龙棒材-
话题: 地产家居zhou99999999
-
话题: 地产家居luanailin_76
-
话题: 地产家居xingsu395780
尼龙棒材相关专题
- 蓝色尼龙板有哪些特性
- 怎么区别铁氟龙管和尼龙管
- 增强尼龙双6v0的价格多少
- 进口尼龙66是什么价格
- 用尼龙做电线,剥不开线皮
- 国标800mm6层尼龙输送带价格
- 为什么尼龙膜总做不好
- 钢筋接头中的尼龙帽
- 塑料胶木尼龙的区别
- 塑料卡扣好还是尼龙卡扣好
- 日成BT型PC板尼龙轨道RCG型PC板尼龙轨道B79
- 冷加工碳素钢及合金钢棒材规格
- 2A12铝合金T4状态棒材硬度热处理工艺
- 本钢特钢厂800/650棒材轧机大棒生产线的技术改造
- 使用2A02合金冷拉棒材毛料的锻件热处理工艺
- Nimonic105沉淀硬化型变形高温合金冷拉棒材
- 工业化生产中大规格2D70铝合金棒材淬透性的实验方法
- DANIELI棒材生产线实现轧制弹簧扁钢设计改造
- 共沉淀法制备尼龙6/碳纳米管复合材料及其性能
- 国家钢铁产品质量监督检验中心棒材取样单圆钢
- 固溶前退火温度铝合金棒材织构的影响
- 大连特钢新厂区大棒材生产线设备安装进入冲刺阶段
- 首钢精品棒材轧钢MES技术总体
- 镍铜合金条材、棒材和线材
- JISH3250-2006铜及铜合金棒材标准要点
- 唐钢国内首创φ22mm棒材螺纹钢两线切分工艺
- 尼龙阀芯单向阀替代不锈钢锥阀芯单向阀可行性