




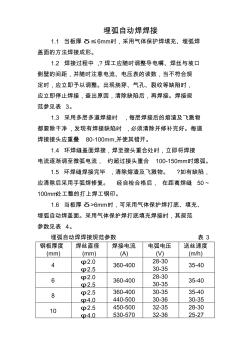
埋弧自动焊焊接 1.1 当板厚 δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2 焊接过程中 ,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表 3。 1.3 采用多层多道焊接时 ,每层焊接后的熔渣及飞溅物 都要除干净 , 发现有焊接缺陷时 ,必须清除并修补完好。每道 焊接接头应重叠 80-100mm,并使其错开。 1.4 环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流, 约超过接头重合 100-150mm时熄弧。 1.5 环焊缝焊接完毕 ,清除熔渣及飞溅物。 ?如有缺陷, 应清除后采用手弧焊修复。 经自检合格后, 在距离焊缝 50~ 100mm处工整的打上焊工钢印。 1.6 当板厚 δ>6m
热门知识
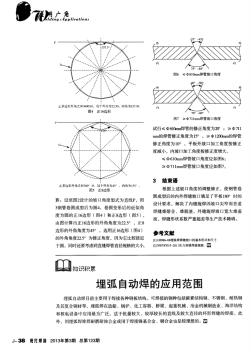
埋弧自动焊原理-
话题: 工程造价a748566262
-
话题: 工程造价lijie102100
精华知识
埋弧自动焊原理-
话题: 地产家居yaoguohuang
-
话题: 工程造价a07034020119
最新知识
埋弧自动焊原理-
话题: 工程造价yuki110101
-
话题: 室内设计loveforevera
-
话题: 室内设计liukunwei001
埋弧自动焊原理相关专题
- 可不可以做弧形玻璃推拉门
- 弧形吊顶怎么建模
- 弧形楼梯可以做疏散么
- 弧形楼梯怎样支模
- 弧形楼梯这样合适
- 弧形门的特点及选购技巧
- 弧形道路该怎么放线
- 弧形高层建筑如何定位放线
- 弧形吊顶怎么做
- 弧形楼梯如何放线
- 电气工程及其自动化特色专业建设探索
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 中国焊接学会堆焊及表面工程专委会
- 高效率PWM/PFM自动切换升压转换器的设计
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 张力式电子围栏周界防范报警系统设计原理及应用现状
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 止回阀是指依靠介质本身流动而自动开闭阀瓣用来防止
- 云南造价咨询服务收费自动计算表〔2O12〕66号
- 永煤矿区铁路道口栏门自动联锁控制电路技改方案
- 基于GIS的矿产资源的潜力评价的自动制图模型