




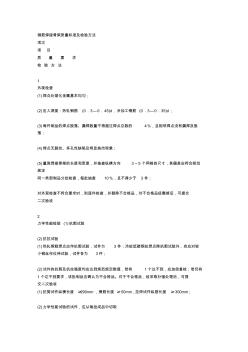
钢筋焊接骨架质量标准及检验方法 项次 项 目 质 量 要 求 检 验 方 法 1 外观检查 (1)焊点处熔化金属基本均匀; (2)压入深度:热轧钢筋 (0.3—0.45)d,冷加工钢筋 (0.3—0.35)d; (3)每件制品的焊点脱落、漏焊数量不得超过焊点总数的 4%,且相邻焊点没有漏焊及脱 落; (4)焊点无裂纹、多孔性缺陷及明显烧伤现象; (5)量测焊接骨架的长度和宽度,并抽查纵横方向 3~5 个网格的尺寸,其偏差应符合规范 规定 同一类型制品分批检查,每批抽查 10%,且不得少于 3 件; 对外观检查不符合要求时,则逐件检查,并剔除不合格品,对不合格品经整修后,可提交 二次验收 2 力学性能检验 (1)抗剪试验 (2)抗拉试验 (1)热轧钢筋焊点应作抗剪试验,试件为 3 件;冷拔低碳钢丝焊点除抗剪试验外,尚应对较 小钢丝作位伸试验,试件各为 3件; (2)试件的抗剪及抗拉强度均
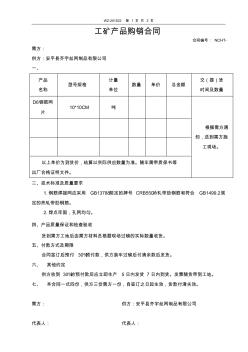
WZ-201522 第 1 页 共 2 页 工矿产品购销合同 合同编号: NCHT- 需方: 供方:安平县齐宇丝网制品有限公司 一、 产品 名称 型号规格 计量 单位 数量 单价 总金额 交(提)货 时间及数量 D6钢筋网 片 10*10CM 吨 根据需方通 知,送到需方施 工现场。 以上单价为到货价,结算以实际供应数量为准。随车需带质保书等 出厂合格证明文件。 二、技术标准及质量要求 1.钢筋焊接网应采用 GB13788规定的牌号 CRB550冷轧带肋钢筋和符合 GB1499.2规 定的热轧带肋钢筋。 2.焊点牢固,孔网均匀。 四、产品质量保证和检查验收 货到需方工地后由需方材料员根据现场过磅的实际数量收货。 五、付款方式及期限 合同签订后预付 30%预付款,供方装车过磅后付清余款后发货。 六、 其他约定 供方收到 30%的预付款后应立即生产 5日内发货 7日内到货。发票随货带到工地。
热门知识
抹灰用的钢筋网片-
话题: 造价软件lzf123456789
精华知识
抹灰用的钢筋网片-
话题: 项目管理fangaiming1
最新知识
抹灰用的钢筋网片-
话题: 工程造价zhu_zhiwei
-
话题: 工程造价stimulation
-
话题: 工程造价y15996337657
抹灰用的钢筋网片相关专题
- 空调板板面抹灰用什么定额
- 块料踢脚线含抹灰层
- 框架柱、梁用抹灰
- 框架填充墙抹灰面积问题
- 框架柱、梁抹灰
- 框架柱抹灰的基本步骤
- 拉毛包含抹灰
- 拉毛与抹灰
- 栏板抹灰问题
- 栏板内侧抹灰
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 抹灰油漆的面漆问题
- 抹灰有那些步骤
- 抹灰有找平层
- 抹灰与找平层的区别
- 抹灰与做地砖哪个先
- 抹灰怎样设置计算
- 抹灰找平层区别
- 抹灰中的网格布
- 抹机水对人有什么危害
- 抹机水与天那水的区别
- 抹机水与洗板水是不是一样
- 抹面材料算填充墙材料吗
- 抹面砂浆有什么作用
- 抹面砂浆原材料是什么
- 抹平机排气管冒火怎么办
- 抹平柱角边的混凝土怎么算
- 抹墙是什么意思
- 抹墙水泥怎么不容易掉
- 抹墙网是干什么的
- 抹墙怎么找平
- 抹水泥地面多少钱一平
- 抹瓦出线什么意思
- 末端净水器怎么挑选
- 末端试水阀和末端试水装置
- 末端试水阀套什么定额
- 末端试水装置套什么定额
- 末端试水装置问题
- 末端试水装置与试水阀区别
- 茉莉花春天什么时候剪枝
- 茉莉花的家庭养殖方法