





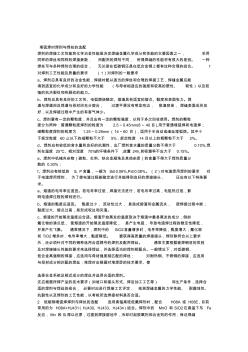
- 1 - 埋弧焊材料——焊丝、焊剂及选配 表 1 国产焊丝标准化学成分 (GB/T14957——1994) 钢 种 牌号 化学成分(质量分数) ( % ) C Mn Si Cr Ni Mo V 其他 S P 用途 ≤ 碳 素 结 构 钢 H08 H08A H08E H08 Mn H08 MnA H15A H15 Mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一, 采用 同样的焊丝和同样的焊接参数, 而配用的焊剂不同, 所得焊缝的性能将有很大的差别。 一种 焊丝可与多种焊剂合理的组合, 无论是在低碳钢还是在低合金钢上都有这种合理的组合。 1 对焊剂工艺性能及质量的要求 (1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能 得到适宜的化学成分和良好的力学性能 (与母材相适应的强度和较高的塑性、 韧性)以及较 强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。焊 道与焊道间及焊道与母材间充分熔合, 过渡平滑没有明显咬边, 脱渣容易, 焊缝表面成形良 好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于
热门知识
埋弧焊焊丝型号-
话题: 工程造价tian91510019
精华知识
埋弧焊焊丝型号-
话题: 地产家居yanjinghezyl
-
话题: 工程造价wanwban2008
最新知识
埋弧焊焊丝型号-
话题: 工程造价huaxindxd735
-
话题: 工程造价xiaojugege
埋弧焊焊丝型号相关专题
- 连铸钢坯内弧裂开怎么回事
- 制作弧形led显示屏
- 最小的埋弧焊丝是多大
- 最小的氩弧焊机多少钱
- 怎么画异性弧度暗柱的钢筋
- 怎么计算圆弧车道面积
- 怎么算拱桥的弧长
- 怎样测量弧形玻璃
- 怎样画坡道圆弧筏板
- 怎样使用氩弧焊焊接不锈钢
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 中国十大污水污物潜水电泵型号
- 应力释放率对超大断面小净距浅埋隧道的开挖影响
- 中国卧式单级离心泵型号
- 中国灌溉潜水泵型号
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 中国变频管道泵型号
- 关于印发上海市埋地塑料排水管应用技术导则通知
- 关于全国生活垃圾填埋场无害化处理检查情况通报资料
- 国内立式不锈钢多级离心泵型号
- 各型号混土砂石基础每延米方量
- 埋地大口径塑料排水管材比选PVCU结构壁缠绕管
- 埋地高密度聚乙烯中空壁缠绕结构排水管道工程技术规程
- 埋弧焊焊丝焊剂选配
- 垃圾填埋场管理制度
- 埋地球墨铸铁供水管道在不同轴向位移下渗水量试验
- 伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用