





埋弧焊焊丝 牌号 型号 GB 焊丝化学成分( %)(≤) 配合焊 剂 特点与用途 C Mn Si S P Cr Ni Cu THM-43 (THG-43) H08A H08E H08C 0.10 0.30/ 0.60 0.03 0.030 0.020 0.015 0.03 0 0.02 0 0.01 5 0.20 0.10 0.20 0.30 0.10 0.30 0.20 SJ301、 SJ501及 HJ431等 用 于 一 般 薄 板,锅炉及管 板接头的对接 及角焊 THM-43A (THG-43A) H08MnA 0.10 0.80/ 1.10 0.07 0.030 0.03 0 0.20 0.30 0.20 SJ101、 SJ127、 SJ501及 HJ431等 用于薄板及打 底焊焊接结构 THM-43B (THG-43B) H10Mn2 0.12 1.50/ 1.90 0.07 0
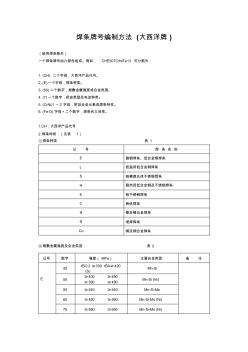
焊条牌号编制方法 (大西洋牌 ) (船用焊条除外) 一个焊条牌号由六部份组成。例如 CHE507CrNiFe13 可分割为: 1. (CH) 二个字母,大西洋产品代号。 2. (E)一个字母,焊条种类。 3. (50)二个数字,熔敷金属强度或合金类型。 4. (7)一个数字,药皮类型及电流种类。 5. (CrNi)1 ~2 字母,附加合金元素或焊条特性。 6. (Fe13)字母+二个数字,焊条名义效率。 1.CH:大西洋产品代号 2.焊条种类:(见表 1) ①焊条种类 表 1 记 号 焊 条 名 称 E 碳钢焊条、低合金钢焊条 L 低温用低合金钢焊条 S 铬镍奥氏体不锈钢焊条 H 耐热用低合金钢及不锈钢焊条 K 铬不锈钢焊条 C 铸铁焊条 N 镍及镍合金焊条 R 堆焊焊条 Cu 铜及铜合金焊条 ②熔敷金属强度及合金类型: 表 2 记号 数字 强度( MPa) 主要合金类型 备 注 E
热门知识
埋弧焊焊丝牌号-
话题: 地产家居princessitol
精华知识
埋弧焊焊丝牌号最新知识
埋弧焊焊丝牌号-
话题: 工程造价wanwban2008
-
话题: 工程造价huaxindxd735
埋弧焊焊丝牌号相关专题
- 连铸钢坯内弧裂开怎么回事
- 制作弧形led显示屏
- 最小的埋弧焊丝是多大
- 最小的氩弧焊机多少钱
- 怎么画异性弧度暗柱的钢筋
- 怎么计算圆弧车道面积
- 怎么算拱桥的弧长
- 怎样测量弧形玻璃
- 怎样画坡道圆弧筏板
- 怎样使用氩弧焊焊接不锈钢
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 应力释放率对超大断面小净距浅埋隧道的开挖影响
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 关于印发上海市埋地塑料排水管应用技术导则通知
- 关于全国生活垃圾填埋场无害化处理检查情况通报资料
- 埋地大口径塑料排水管材比选PVCU结构壁缠绕管
- 埋地高密度聚乙烯中空壁缠绕结构排水管道工程技术规程
- 埋弧焊焊丝焊剂选配
- 垃圾填埋场管理制度
- 埋地球墨铸铁供水管道在不同轴向位移下渗水量试验
- 伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用
- 埋地篮球架安装方法
- 埋设铝塑管大体积混凝土裂缝控制机理与力学性能
- 埋地钢质管道阴极保护系统附属设施定位检测方法实践
- 建筑钢结构工程施工现场埋弧横焊技术与应用
- 几内亚凯乐塔水电站工作弧门支铰埋板安装施工技术
- 加油站埋地油罐防渗改造施工现场管理检查表