




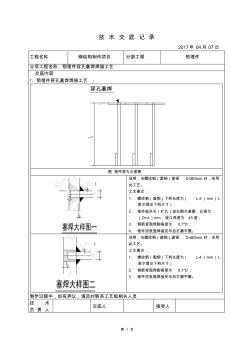
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关
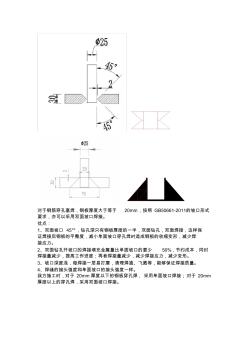
对于钢筋穿孔塞焊,钢板厚度大于等于 20mm,按照 GB50661-2011的坡口形式 要求,亦可以采用双面坡口焊接。 优点: 1、双面坡口 45°,钻孔深只有钢板厚度的一半,双面钻孔,双面焊接,这样保 证焊接后钢板的平整度,减小单面坡口穿孔焊时造成钢板的收缩变形,减少焊 接应力。 2、双面钻孔开坡口的焊接填充金属量比单面坡口的要少 50%,节约成本,同时 焊接量减少,提高工作进度;再者焊接量减少,减少焊接应力,减少变形。 3、坡口深度浅,每焊接一层易打磨,清理焊渣、飞溅等,能够保证焊接质量。 4、焊缝的接头强度和单面坡口的接头强度一样。 我方施工时,对于 20mm厚度以下的钢板穿孔焊, 采用单面坡口焊接;对于 20mm 厚度以上的穿孔焊,采用双面坡口焊接。
热门知识
末端与钢板穿孔塞焊-
话题: 工程造价jc_钦州市公路管理局
-
话题: 工程造价sr19831104
精华知识
末端与钢板穿孔塞焊-
话题: 工程造价lwliuxianshe
最新知识
末端与钢板穿孔塞焊-
话题: 工程造价guanyinxia
末端与钢板穿孔塞焊相关专题
- 悬挑梁末端钢筋
- 管末端从哪里开始计算
- 风管末端封堵怎样计算
- 什么是末端一侧贴焊锚筋
- 35kv线路末端电压怎样计算
- 末端试水装置套什么定额
- 末端试水阀套什么定额
- 毛细管网高效末端是什么
- 末端试水是什么
- 空调末端设备公开招标
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中国工程图学学会成立工程与制造系统集成化分会
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 应对水源突发污染的城市供水应急处理技术与应用
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 政府与社会资本合作(PPP)项目审计监督理论
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 中国焊接学会堆焊及表面工程专委会
- 中国电动汽车充电站市场现状与投资分析报告
- 智能小区以太接入交换机SNMP代理设计与实现
- 智能建筑虚拟仪器监控系统与控制网络的接口技术