




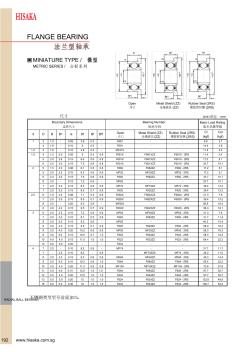
Bearing Number ?D f ? D ? d Bf1 rs B rs ? D ? D f ? d Bf1 rs B1 rs ? D ? D f ? d Bf1 rs rs B1 www.hisaka.com.sg192 7.5 4.8 5 6.5 9.8 2.7 Cor (kgf) Cr (kgf) d rs BfB1 - - Bf1D B 1 4 4 3 1.8 5 1.5 4 1.2 0.15 0.15 0.15 0.10 0.15 0.15 0.20 0.10 53.4F634ZZ F634 - 2RS 136.716 F634 0.10 0.4- 0.05 0.3 Df 3.81.0 -1.2 1.6 - 0.10 0.55 - 0.051.5 0.4 0.62.0 0.6 0.8 6 2.5 3.0 0.15 0.6 0.8 5 2.0 0.15 5 6 2.3 2.6
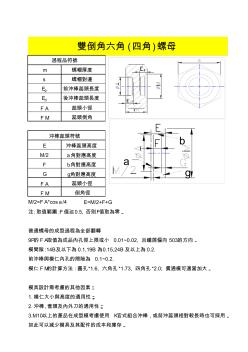
m s Ep Ed F A F M E M/2 F G F A F M 普通螺母的成型過程為全部翻轉 9P的 F A取值為成品內孔徑上限或小 0.01~0.02, 且鐵屑偏向 503的方向. 模間隙 :14B及以下為 0.1,19B 為0.15,24B及以上為 0.2. 前沖棒與模仁內孔的間隙為 0.1~0.2. 模仁 F M的計算方法 :圓孔*1.6, 六角孔 *1.73, 四角孔 *2.0; 貫通模可適當加大. 模具設計需考慮的其他因素: 1.模仁大小與高度的通用性; 2.沖棒 ,套頭及內外刀的通用性; 3.M10以上的產品在成型模考慮使用 K官式組合沖棒 ,或前沖蕊頭相對較長時也可採用. 如此可以減少模具及其配件的成本和庫存. 蕊頭小徑 雙倒角六角 (四角 )螺母 過程品符號 蕊頭倒角 蕊頭小徑 後沖棒蕊頭長度 前沖棒蕊頭長度 螺帽對邊 螺帽厚度 倒角徑 注:取值範圍 :F值≧0.5
热门知识
m16普通螺母厚度-
话题: 工程造价dawei800800
-
话题: 工程造价chlwyy2005
-
话题: 地产家居wynona2006
精华知识
m16普通螺母厚度-
话题: 地产家居ysmingguan
最新知识
m16普通螺母厚度-
话题: 地产家居zhaojingqun
-
话题: 工程造价gudanping666
m16普通螺母厚度相关专题
- 芬兰木地板m1
- 芬兰m1地板
- 济南m1线造价咨询
- m1取向硅钢
- 感应式m1卡加工
- 感应式m1卡应用
- 感应式m1卡厂家
- m1钢盔
- m1卡
- 成品实木门M1
- 工程施工质量验收结构实体检验钢筋保护层厚度检测方案
- 关于楼板厚度、楼板钢筋保护层厚度保证措施及管理规定
- 公路水运试验检测人员继续教育钢筋保护层厚度检测方法
- 公路养护路面大中修工程施工中出现厚度偏差原因分析
- 厚度等于或大于6mm钢板超声波检验方法(反射法)
- 利用远震接收函数反演乌江彭水电站地震台下方地壳厚度
- 国标铝及铝合金箔2010版与2003版厚度内容比较
- 江苏省GJ324钢结构防火涂料施工厚度检查记录
- 块石路堤上覆砂砾石厚度对冻土路基冷却效果影响
- 基于钢筋保护层厚度水工混凝土结构耐久性几个问题
- 结构实体钢筋保护层厚度及间距检测作业指导书
- 天然砂砾路面、人工摊铺压实厚度10cm
- 电缆桥架厚度规范方案
- 水泥石灰土压实厚度20cm
- 快速确定多桩承台厚度
- 孔内深层超强夯桩SDDC在大厚度垃圾回填区的应用
- 电线、电缆线径和绝缘层厚度进场抽样检测记录
- m16沉头螺栓尺寸
- m16的螺母多厚
- m16薄螺母厚度
- m16蝶形螺母
- m16螺栓
- m16螺栓剪切力
- m16螺栓垫片
- m16螺栓垫片尺寸
- m16螺栓用多大套筒
- m16螺栓直径
- m16螺栓螺帽尺寸
- m16螺栓配多大螺帽
- M16高强度螺栓
- M1801连体座便器
- M1805连体座便器
- M1806连体座便器
- M1809连体座便器
- M1813连体座便器
- m18六角螺栓尺寸
- M18高强度螺栓
- m1卡
- m1取向硅钢
- m1塑壳断路器
- M1德国米黄大理石
- M1德国米黄大理石(异型)
- M1德国米黄大理石材柱脚(异型)
- M1德国米黄大理石装饰线(异型)
- M1德国米黄大理石踢脚板(异型)
- M1等不锈钢单个增砣
- M1级不锈钢标准增砣