




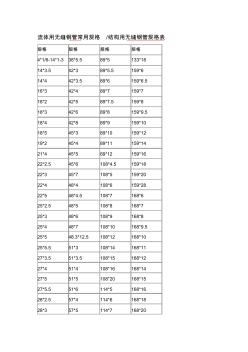
流体用无缝钢管常用规格 /结构用无缝钢管规格表 规格 规格 规格 规格 4*1/6-14*1-3 38*5.5 89*5 133*18 14*3.5 42*3 89*5.5 159*6 14*4 42*3.5 89*6 159*6.5 16*3 42*4 89*7 159*7 18*2 42*5 89*7.5 159*8 18*3 42*6 89*8 159*9.5 18*4 42*8 89*9 159*10 18*5 45*3 89*10 159*12 19*2 45*4 89*11 159*14 21*4 45*5 89*12 159*16 22*2.5 45*6 108*4.5 159*18 22*3 45*7 108*5 159*20 22*4 48*4 108*6 159*28 22*5 48*4.5 108*7 168*6 25*2.5 48*5 1
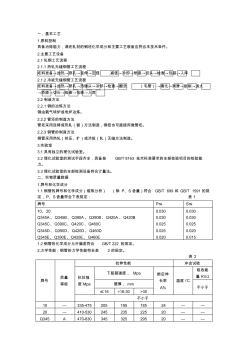
一、基本工艺 1.原料控制 具备冶炼能力,调坯轧材的钢坯化学成分和主要工艺装备应符合本技术条件。 2.主要工艺设备 2.1轧钢工艺流程 2.1.1 热轧无缝钢管工艺流程 坯料准备→加热→穿孔→延伸→定径 .减径→冷却→矫直→切头→检查→包装→入库 2.1.2 冷拔无缝钢管工艺流程 坯料准备→加热→穿孔→热锤头→冷却→检查→酸洗 (毛管)→磷化→润滑→拔制→退火 →矫直→切头→检查→包装→入库 2.2制造方法 2.2.1 钢的冶炼方法 钢由氧气转炉或电炉冶炼。 2.2.2 管坯的制造方法 管坯采用连铸或热轧(锻)方法制造,钢锭也可直接用做管坯。 2.2.3 钢管的制造方法 钢管采用热轧(挤压、扩)或冷拔(轧)无缝方法制造。 3.实验室 3.1具有独立的理化试验室。 3.2理化试验室的测试手段齐全,具备按 GB/T 8163 技术标准要求的全部检验项目的检验能 力。 3.3理化试验室的全部检测
热门知识
流体用无缝钢管国标-
话题: 暖通空调lxtangchao
-
话题: 工程造价haoqingzuo
-
话题: 工程造价xiaominbaxia
精华知识
流体用无缝钢管国标-
话题: 工程造价zhujuan123
最新知识
流体用无缝钢管国标-
话题: 室内设计yaodei2009
-
话题: 室内设计wuyinbin11
-
话题: 工程造价hwb446899063
相关问答
流体用无缝钢管国标-
话题: 工程造价LANSORY1977
-
话题: 工程造价sdlcjqgg7250
-
话题: 计价依据xiechengcs

流体用无缝钢管国标相关专题
- gb/t3091-2019低压流体输送用焊接钢管
- 低压流体用无缝钢管GB/T8163-2019
- 流体管的要求
- 流体用无缝管
- 流体无缝钢管
- 流体不锈钢管
- 流体件
- 流体电磁阀
- 低压流体输送焊接钢管
- 低压流体焊接钢管
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 争创一流大学-同济大学副校长建筑学家李国强访谈录
- 杂散电容对交流法微电容测量电路噪声特性影响的分析
- 制度流程管理规定发布、作废、制定、审核、批准
- 整流变压器技术规格书(2016.7.5定稿)资料
- 在水泥企业节能环保适用技术交流会上的讲话(摘要)
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 中国标准电源插头
- 中国农业机械流通协会第三次会员代表大会
- 新型的避免调节阀发生气蚀的方法孔板节流法
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 止回阀是指依靠介质本身流动而自动开闭阀瓣用来防止
- 以管道形状的改变来提高风机系统流量的节能方法
- 永磁直流电动机—水泵系统由光伏电池供电的运行分析
- 招标代理工作流程(20200730121529)
- 云凝结物平流输送对降水云系发展影响的数值模拟