




核准 审核 编制 文件名 文件编号 螺丝、螺母检验规范 BL-EI-13- 010A 版本 制订日 更改日 0001 2013.06.25 1、目的和范围 本规范规定了螺丝螺母的抽样、检验、判定和不合格的处置。 本规范适用于外协加工件螺丝螺母的进货检验。 2、引用标准 GB-2828-2003 逐批检查计数抽样及抽样表 3、抽样 序 检验项目 检查水平 AQL 1 外观检验 一般检查水平 Ⅱ 4.0 2 尺寸检验 一般检查水平 Ⅱ 1.5 3 可靠性检验 一般检查水平 Ⅱ 0.4 4 包装检验 一般检查水平 Ⅱ 1.5 4、检验方法 4.1 外观检验: 在适当光照条件下,裸眼距离 30CM检查进行直观检验; 4.2 尺寸检验: 使用测量精度应不小于 0.02mm的游标卡尺测量其结构尺寸,用标准件套 配不可测量尺寸。 4.3 可靠性检验: 详见5.3 5、 检验项目及标准 5
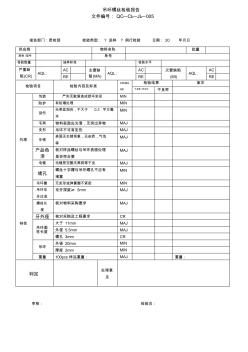
吊环螺丝检验报告 文件编号: QC—CL—JL—005 报告部门:质检部 检验类型: ? 送样 ? 例行检验 日期: 20 年月日 审核: 检验员: 供应商 物料名称 批量 规格 /型号 单号 检验数量 抽样标准 检验水平 严重缺 陷(CR) AQL: AC 主要缺 陷 (MA) AQL: AC 次要缺陷 (MI) AQL: AC RE RE RE 检验项目 检验内容及标准 CR/MA /MI 检验结果 备注 不良数 / 符合性 不良率 外观 包装 严实无散落造成损坏变形 MIN 防护 有防潮处理 MIN 刮伤 无明显刮伤,不大于 0.3 平方毫 米 MIN 毛刺 物料表面应光滑,无突出异物 MAJ 变形 吊环不可有变形 MAJ 生锈 表面无生锈现象,无杂质,气泡 等 MAJ 产品色 泽 核对样品螺丝与吊环表面处理 是否符合要 MAJ 电镀 电镀层完整无黑斑等不良
热门知识
螺丝内扣检验机-
话题: 工程造价wenyijunior
精华知识
螺丝内扣检验机-
话题: 工程造价fengying706
-
话题: 工程造价xiaoxiaoxp
-
话题: 地产家居liuwei18023
最新知识
螺丝内扣检验机螺丝内扣检验机相关专题
- 开关底盒螺丝坏了,怎么办
- 扣件螺丝生产设备
- 扣件的螺丝是多大的
- 扣件螺丝M12是什么意思
- 拉爆螺丝钉怎样使用
- 柳钉和螺丝有什么区别
- 六角螺丝刀T20什么意思
- 装偏心螺丝的放法和技巧
- 自动锁螺丝机的工作原理
- 自攻螺丝扭力标准
- 防盗门装进门洞打六根膨胀螺丝固定
- 江苏省建筑施工起重机械安装检验机构行业确认实施细则
- 螺丝有限公司
- 常用螺丝螺帽尺寸照表
- 不锈钢沉头机螺丝钉GB819十字平头螺钉
- 产品质量检验机构未取得计量认证合格证书为社会提供公正
- 常用螺丝及沉头孔尺寸表
- 螺丝刀型号和规格
- 广东自攻自钻螺丝钻尾螺丝规格
- 新款螺丝接头功率铝电容器具有超长使用寿命
- 各种螺丝代号及其图片
- 奥展不锈钢螺丝牌价表
- AZ31D镁合金电动螺丝刀刀把等温挤压成形试验
- PhotoShop制作螺丝不锈钢文字教程
- 螺丝有限公司ISO90001范本品质手册
- 不锈钢304背栓螺丝背栓螺丝子母型铝合金挂件
- 螺丝扭力规格及标准汇编