





图1所示的变压器套管用的六角铜螺母,通常是用六角黄铜棒车制的,材料利用率仅60%左右(不计内孔)。现在我们改用如下的加工工艺,可使材料利用率提高到90%,工效提高1倍以上,我们形象地把该工艺称为"两剪一冲"。第一"剪":利用"正多边形的相邻可排列性"将10mm黄铜板料用特制冲模冲剪成图2实线所包围的锯齿条料。第二"剪":在剪板机上用图3所示的靠模,沿锯齿形条料横实线将其剪成一个个正六边形毛坯料。
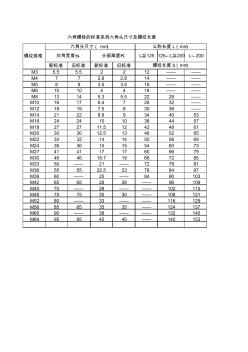
L≦125 125﹤L≦200 L﹥200 新标准 旧标准 新标准 旧标准 M3 5.5 5.5 2 2 12 —— —— M4 7 7 2.8 2.8 14 —— —— M5 8 8 3.5 3.5 16 —— —— M6 10 10 4 4 18 —— —— M8 13 14 5.3 5.5 22 28 —— M10 16 17 6.4 7 26 32 —— M12 18 19 7.5 8 30 36 —— M14 21 22 8.8 9 34 40 53 M16 24 24 10 10 38 44 57 M18 27 27 11.5 12 42 48 61 M20 30 30 12.5 13 46 52 65 M22 34 32 14 14 50 56 69 M24 36 36 15 15 54 60 73 M27 41 41 17 17 60 66 79 M30 46 46 18.
热门知识
六角铜螺柱标准-
话题: 室内设计fenglinga99
-
话题: 室内设计whitecatmoon
精华知识
六角铜螺柱标准-
话题: 室内设计suilanglang
最新知识
六角铜螺柱标准-
话题: 装修工程xiaohua12345
六角铜螺柱标准相关专题
- 冷拉六角钢规格标准有哪些
- 冷拉六角钢生产工艺
- 六角M6螺母牙距是多少
- 六角凉亭彩钢瓦长春哪里卖
- 六角头螺栓THEA2-70意义
- 六角扁螺母标准是多少
- 六角瓷砖怎么算
- 六角钢管的尺寸规格
- 六角厚螺母规格是多少
- 六角螺母标准尺寸是多少
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 简易六角砖铺设装置CN109537417A
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 在建筑钢结构工程中美国标准设计的高强构件替代