




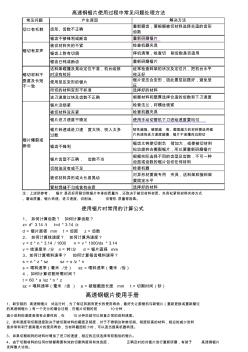
常见问题 产生原因 齿形、齿数不正确 锯齿不够锋利或断齿 被切材料夹的不紧 锯齿上附有切屑 锯齿已钝或断齿 送料架碰撞及晃动定位不准,机台组装 时没有校好 使用受压变形的锯片 所切的材料变形不标准 进刀速度过快及齿数不正确 锯片没锁紧 被切材料没夹紧 锯片进刀速度不稳定 锯片转速或进刀速 度太快、咬入太多 过载 锯齿不锋利 锯片齿型不正确, 齿数不当 切削油没有或不足 被切材料异形或太长易晃动 管材焊缝不匀或含有杂质 1、 如何计算齿数? 如何计算齿距? z= d* 3.14 /t t=d * 3.14 /z d = 锯片直径 mm t = 齿距 z = 齿数 2、 如何计算线速度? 如何计算角速度? v = d * n * 3.14 / 1000 n = v * 1000/ds * 3.14 v = 线速度米 /分 n = 转/分 d = 锯片直径 mm 3、如何计算喂料速率?
如何正确选择高速钢锯片 (一 ) 直径的选择 锯片直径与所用的锯切设备以及锯切工件的大小有关。 锯片直径小,切削速度相对比较低; 锯片直径大对锯片和锯切设备要求就高, 同时锯切效率也高。 锯片的外径根据不同的圆锯机 机型选择使用直径相符的锯片。 (二 ) 厚度的选择 锯片的厚度从理论上我们希望锯片越薄越好, 锯缝实际上是一种消耗。 锯片的外径和锯切 的材料决定了锯片的厚度,厚度过薄,锯片工作时容易偏摆晃动, 影响切削的效果。选择锯 片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。 有些特殊用途的材料要求的厚度也 是特定的,应该按设备要求使用,如开槽锯片等。 (三 ) 孔径的选择 孔径是相对简单的参数, 主要是根据设备的要求选择, 目前国内设计的标准孔径为 32MM , 部分进口设备也有 25.4MM 孔的。无论孔径大小, 都可以通过车床或线切割机进行改造, 车 床可以车垫圈套在大孔径内,
热门知识
老虎头牌高速钢锯片精华知识
老虎头牌高速钢锯片-
话题: 装修工程langjianbing
-
话题: 装修工程liulongfei
-
话题: 室内设计wangzhenqq
-
话题: 地产家居huangyong520
最新知识
老虎头牌高速钢锯片-
话题: 装修工程klf237540090
老虎头牌高速钢锯片相关专题
- 老虎窗建筑面积计算问题
- 老虎车轮胎多少钱
- 老虎窗组价问题
- 老虎钳的材料与特点,作用
- 老虎窗的钢筋怎么布置
- 钢精软件里老虎窗怎么设置
- 图中老虎窗怎么套定额
- 彩钢板老虎窗节点
- 老虎玉石材瓷砖
- 石材老虎窗造价
- 控制性水泥灌浆技术在西藏老虎嘴水电站围堰防渗中的应用
- 楚雄州e嘉水电开发及塘房庙水库,老虎山梯级电站简介
- CAST工艺在大连老虎滩污水处理厂的应用
- 全国单洞跨径最大公路隧道老虎山隧道开工
- 造价软件应用老虎窗工程算量分析
- 老虎山水电站工程建设监理工作回顾
- 老虎山水电站工程建设监理工作回顾
- 寒冷地区坡屋顶建筑老虎窗的构造处理
- 寒冷地区坡屋顶建筑老虎的窗构造处理
- 高速钢锯片涂层知识
- 高速钢锯片修磨价格
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)