





拉伸外翻可以克服轴压失稳、翻管件尺寸精度不理想等问题。本文采用Deform-2D商业软件对铝合金圆管拉伸外翻成形过程进行数值模拟,观察了成形过程中材料流动情况和等效应力的分布,分析了管坯相对厚度和凸模圆角半径对翻管工艺力的影响。结果表明:翻卷过程中金属材料以较大的速率从内孔内壁流向凸模圆角处,并在凸模圆角入口处速度达到最大值;外筒外壁处材料处于等效拉应力状态,而内孔内壁处材料等效应力基本为零;对于几何尺寸规格一定的管坯,存在一个最佳拉伸外翻凸模圆角半径,当设计的凸模圆角半径等于该最佳值时,翻管工艺力最小。
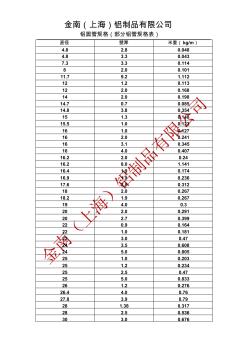
金南(上海)铝制品有限公司 铝圆管规格(部分铝管规格表) 直径 壁厚 米重( kg/m) 4.8 2.8 0.048 4.8 3.3 0.043 7.3 3.3 0.114 8 2.0 0.101 11.7 9.2 1.112 12 1.2 0.113 12 2.0 0.168 14 2.0 0.198 14.7 0.7 0.085 14.8 3.8 0.354 15 1.3 0.148 15.5 1.0 0.123 16 1.0 0.127 16 2.0 0.241 16 3.1 0.345 16 4.0 0.407 16.2 2.0 0.24 16.2 8.0 1.141 16.4 1.9 0.174 16.9 1.9 0.236 17.6 2.5 0.312 18 2.0 0.267 18.2 1.9 0.267 19 4.0 0.3
热门知识
铝合金圆管规格-
话题: 室内设计yybbnn20000
精华知识
铝合金圆管规格最新知识
铝合金圆管规格-
话题: 室内设计h472745048
-
话题: 室内设计cscecliuyuan
铝合金圆管规格相关专题
- 凯里沪山铝土矿多少钱1吨
- 抗冻混凝土配合比设计
- 抗腐蚀混凝土配合比
- 可以焊铝的焊锡丝
- 空斗墙一般适用于什么场合
- 空气开关为什么合不上
- 空心铝管重量的计算公式
- 矿棉板和铝扣板有什么区别
- 拉丝铝合金格栅吊顶多少钱
- 兰州河湾铝厂在什么地方
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 圆钢管通用规格表(20201009124907)
- 园林绿化工程土球直径与树穴规格表及大树土球规格表
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各种石材干挂AB胶包装规格
- 公路勘察规范附录B主要控制桩、水准点桩规格及埋设
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 广汽集团汽车工程院基地建设与研发项目技术规格书
- 开关型单联电位器RK097111202Q选型规格书
- 林业工程造林整地规格及应用条件
- 接触器种类及规格
- 家装电线规格和要求
- 透明导电玻璃产品规格书
- 光缆规格书