




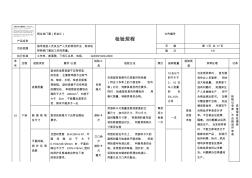
产品名称 铝合金门窗(机加工) 检验规程 文件编号 目的范围 指导检验人员及生产人员的现场作业,有效地 控制铝门窗加工时的质量。 页 数 第 1页 共 17页 版 次 1/0 执行标准 工作单、断面图、下料汇总单、色板、 Q/ZXS1020-2000 序 号 过程 检验项目 要求 /公差 检验工 具 检验方法 频次 抽样数量 检验类 型 异常处理 记录 01 下料 表面质量 型材的涂层表面不应有明显 的色差;主要装饰面不应有气 泡、皱纹、水斑、桔皮及脱落 等缺陷。型材表面不应有明显 的擦划伤, 单根型材的擦划伤 面积不大于 200mm 2、长度不 大于 5cm,不能露出底层白 色,每米不能多于一处 目测 卷尺 目测型材表面与已准备好的色板 (符合工作单上的工程名称, 色号 等)对比,判断其是否符合要求。 同时,检查型材是否有擦划伤, 用 卷尺测量、判断其是否合格。 每批 至少 检查 一
铝合金制作安装工程协议书 甲方:浙江中天建设集团南京分公司 乙方 : 杭州三龙门窗有限公司 依照《中华人民共和国合同法》 、《建筑安装工程合同法》的有关规定本 着平等互利协商一致的原则签订本合同。 一、工程名称 : 赞成·湖畔居 01~03栋铝合金制作安装 二、工程地点 : 南京市玄武区龙蟠路 55号 三、工程范围 : 01、 02、 03 幢:铝合金门窗制作安装、百叶窗制作安装、钢化雨蓬制 作安装、阳台玻璃栏板及上部扶手制作安装, 工程中铝合金原材料选定为浙江 栋梁铝合喷涂型; 玻璃选定浙江杭玻。 具体型号尺寸等内容以审批后的铝合金 制作大样实图为准。 四、承包方式:包工包料。 1 、乙方按照协议指定品牌和生产厂家材料进行采购, 运输,加工制作安装。 如需变更须征得甲方书面认可,否则无条件返工。 2、乙方全面负责承包范围的成品、原材料的检测和施工资料及时报验,确 保验收合格。 五、
铝合金门窗机械设备相关专题
- 制作铝合金门窗机器有哪些
- 中国铝门窗十大品牌有哪些
- 自己制作铝合金窗户
- 做铝合金窗的公式
- 怎么密封铝合金推拉窗
- 怎样换铝合金窗滑轮
- 胶水是不是高分子复合材料
- 进口铝合金门窗什么牌子好
- 仪表配合安装
- 海绵复合布用什么胶水好
- 如何区别铝合金门窗60、70、80系列
- 中国安装协会机械设备与起重分会举行起重技术研讨
- 影响公路施工机械设备使用寿命的主要因素及应对措施
- 工程投入主要施工机械设备情况、主要施工机械进场计划
- 工程机械设备报审表
- 关于加强塔吊等建筑起重机械设备安装和拆卸安全监管检
- 机械设备安装工程及验收通用规范GB50231-98
- 机械设备统计信息工作在施工企业建设中发展趋势分析
- 模糊综合评价法在复杂机械设备可靠性考核中应用
- 江苏省建筑机械设备租赁行业管理办法实施细则
- 汉城铝合金门窗施工方案培训资料
- 工业机械设备管理
- 兰州轨道交通1号线一期工程五里铺站全面检查机械设备
- 基于经济效益公路工程施工中机械设备管理思路
- 第二次建筑起重机械设备专项安全检查自查自纠表
- 无锡市建筑施工起重机械设备安装告知表版
- 公司工程项目机械设备精细化管理教材