




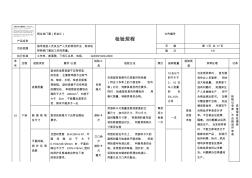
产品名称 铝合金门窗(机加工) 检验规程 文件编号 目的范围 指导检验人员及生产人员的现场作业,有效地 控制铝门窗加工时的质量。 页 数 第 1页 共 17页 版 次 1/0 执行标准 工作单、断面图、下料汇总单、色板、 Q/ZXS1020-2000 序 号 过程 检验项目 要求 /公差 检验工 具 检验方法 频次 抽样数量 检验类 型 异常处理 记录 01 下料 表面质量 型材的涂层表面不应有明显 的色差;主要装饰面不应有气 泡、皱纹、水斑、桔皮及脱落 等缺陷。型材表面不应有明显 的擦划伤, 单根型材的擦划伤 面积不大于 200mm 2、长度不 大于 5cm,不能露出底层白 色,每米不能多于一处 目测 卷尺 目测型材表面与已准备好的色板 (符合工作单上的工程名称, 色号 等)对比,判断其是否符合要求。 同时,检查型材是否有擦划伤, 用 卷尺测量、判断其是否合格。 每批 至少 检查 一
铝合金门窗机器报价相关专题
- 制作铝合金门窗机器有哪些
- 中国铝门窗十大品牌有哪些
- 中空铝隔条门窗有哪些优点
- 装铝合金窗户图步骤
- 装饰铝型材规格有几种
- 自己制作铝合金窗户
- 做铝合金窗的公式
- 做胶合木梁用什么胶水
- 做铝合金门窗需要什么机器
- 怎么密封铝合金推拉窗
- 能跨越水平窗框障碍的玻璃幕墙清洗机器人的设计
- 如何区别铝合金门窗60、70、80系列
- 智龙电气成套报价软件表格元件分类汇总品牌比例表
- 招标选择政府投资工程委托代建单位中报价文件的评选
- 广东江门建设工程材料厂商报价(2011年2季度)
- 广东韶关建筑工程材料厂商报价(2020年3季度)
- 工程量清单说明、投标报价说明、计日工说明、其他说明
- 广东韶关建筑工程材料厂商报价(2020年4季度)
- 工程造价信息与工程量清单报价编制在建设工程中运用
- 广东江门建设工程材料厂商报价(2018年1季度)
- 广东江门建设工程材料厂商报价(2017年1季度)
- 广东江门建设工程材料厂商报价(2019年4季度)
- 广东江门建设工程材料厂商报价(2011年3季度)
- 广东江门建设工程材料厂商报价(2017年3季度)
- 广东江门建设工程材料厂商报价(2008年3季度)
- 工程造价咨询人员在推行工程量清单报价中学习与思考
- 广东江门建设工程材料厂商报价(2018年2季度)