




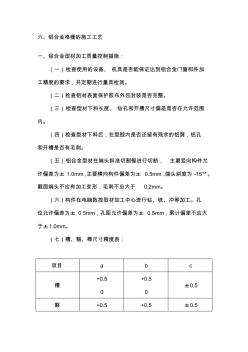
六、铝合金格栅的施工工艺 一、铝合金型材加工质量控制措施: (一)检查使用的设备、 机具是否能保证达到铝合金门窗构件加 工精度的要求,并定期进行量具检测。 (二)检查铝材表面保护胶布外包封装是否完整。 (三)检查型材下料长度、 钻孔和开槽尺寸偏差是否在允许范围 内。 (四)检查型材下料后,在型腔内是否还留有残余的铝屑,铝孔 和开槽是否有毛刺。 (五)铝合金型材在端头斜准切割锯进行切断, 主要竖向构件允 许偏差为± 1.0mm,主要横向构件偏差为± 0.5mm,端头斜度为 -15°。 截面端头不应有加工变形,毛刺不应大于 0.2mm。 (六)构件在电脑数控型材加工中心进行钻、铣、冲等加工。孔 位允许偏差为± 0.5mm,孔距允许偏差为± 0.5mm,累计偏差不应大 于±1.0mm。 (七)槽、豁、榫尺寸精度表: 项目 a b c 槽 +0.5 0 +0.5 0 ±0.5 豁 +0
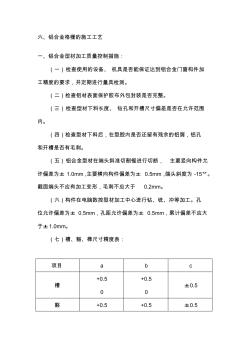
六、铝合金格栅的施工工艺 一、铝合金型材加工质量控制措施: (一)检查使用的设备、 机具是否能保证达到铝合金门窗构件加 工精度的要求,并定期进行量具检测。 (二)检查铝材表面保护胶布外包封装是否完整。 (三)检查型材下料长度、 钻孔和开槽尺寸偏差是否在允许范围 内。 (四)检查型材下料后,在型腔内是否还留有残余的铝屑,铝孔 和开槽是否有毛刺。 (五)铝合金型材在端头斜准切割锯进行切断, 主要竖向构件允 许偏差为± 1.0mm,主要横向构件偏差为± 0.5mm,端头斜度为 -15°。 截面端头不应有加工变形,毛刺不应大于 0.2mm。 (六)构件在电脑数控型材加工中心进行钻、铣、冲等加工。孔 位允许偏差为± 0.5mm,孔距允许偏差为± 0.5mm,累计偏差不应大 于±1.0mm。 (七)槽、豁、榫尺寸精度表: 项目 a b c 槽 +0.5 0 +0.5 0 ±0.5 豁 +0
热门知识
铝合金格栅规格精华知识
铝合金格栅规格-
话题: 室内设计zhanghui2cc
-
话题: 计价依据256257jiao
最新知识
铝合金格栅规格-
话题: 工程造价wanglishun
相关问答
铝合金格栅规格-
话题: 室内设计fanqianjun
铝合金格栅规格相关专题
- 凯里沪山铝土矿多少钱1吨
- 抗冻混凝土配合比设计
- 抗腐蚀混凝土配合比
- 可以焊铝的焊锡丝
- 空斗墙一般适用于什么场合
- 空气开关为什么合不上
- 空心铝管重量的计算公式
- 矿棉板和铝扣板有什么区别
- 拉丝铝合金格栅吊顶多少钱
- 兰州河湾铝厂在什么地方
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 圆钢管通用规格表(20201009124907)
- 园林绿化工程土球直径与树穴规格表及大树土球规格表
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各种石材干挂AB胶包装规格
- 公路勘察规范附录B主要控制桩、水准点桩规格及埋设
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 广汽集团汽车工程院基地建设与研发项目技术规格书
- 开关型单联电位器RK097111202Q选型规格书
- 林业工程造林整地规格及应用条件
- 接触器种类及规格
- 家装电线规格和要求
- 透明导电玻璃产品规格书
- 光缆规格书
- 铝合金格栅门
- 铝合金格栅门价格
- 铝合金格栅门图片
- 铝合金格栅防盗窗
- 铝合金格栅风口
- 铝合金格片
- 铝合金格片gd2型
- 铝合金格片式天棚
- 铝合金格片式龙骨
- 铝合金桁架
- 铝合金桁架结构
- 铝合金框
- 铝合金框、有机玻璃板、消防栓箱
- 铝合金框包边双层尼龙滤网
- 铝合金框包边双层尼龙虑网
- 铝合金框双层尼龙过滤网
- 铝合金框多层铝质过滤网
- 铝合金框尼龙过滤网
- 铝合金框料
- 铝合金框料价格
- 铝合金框料型材
- 铝合金框料规格
- 铝合金框木门
- 铝合金框架结构
- 铝合金框玻璃地弹门
- 铝合金框玻璃门
- 铝合金框玻璃门消火栓箱
- 铝合金框玻璃门消火栓箱SCX24II/65
- 铝合金框玻璃门消火栓箱SCX24II/SS65
- 铝合金框玻璃门消火栓箱SCX24IISS65