




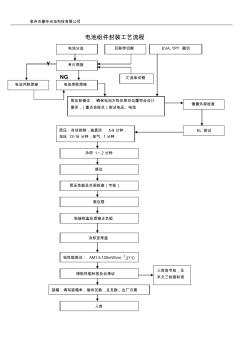
泉州市豪华光电科技有限公司 电池组件封装工艺流程 Y NG 层压前铺设, 确保电池方阵在层向位置符合设计 要求,(重点自检点)测试电压、电流 层压:自动控制,抽真空 5-8分钟, 加压 12-16 分钟,放气 1分钟 冷却 1~2 分钟 修边 层压性能及外观检查(专检) 装边框 粘接线盒及焊接正负极 冷却至常温 电性能测试: AM1.5,100mW/cm 2,27℃ 填贴性能标签及合格证 装箱,填写装箱单;每块瓦数,总瓦数,出厂日期 入库 入库前专检,见 本文三检查标准 电池分选 互联带切割 EVA, TPT 裁切 单片焊接 电池串联焊接 汇流条切割 电池并联焊接 镜像外观检查 EL 测试

热门知识
led封装工艺流程-
话题: 工程造价nanjinglzy
-
话题: 建筑设计wanglinhan
精华知识
led封装工艺流程-
话题: 室内设计xushuguang
-
话题: 工程造价csytwzhang
-
话题: 地产家居IMDarkness
最新知识
led封装工艺流程-
话题: 地产家居woshilining
-
话题: 暖通空调gaomanman2
led封装工艺流程相关专题
- 车位的契税2019
- 常州购房落户政策2019
- 岑溪2019年经济适用房三期
- 苍溪2019年经济适用房
- 部队经济适用房买卖政策2019年
- 补缴2019年房产税
- 北仑购房补贴政策2019
- 北梁回迁房在哪2019年
- 北京自住型商品房2019年
- 北京市商品房成交2019年
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 基于升压DC-DC变换器的白光LED驱动芯片
- 怎样用PT4115来设计LED照明灯具的驱动电源
- 光控长延时LED路灯控制器与设计斯密特触发器
- 关于桉叶油素提取工艺流程设计
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 公共建筑中普通日光灯和LED日光灯生命周期费用分析
- 广东省推广使用LED照明产品实施方案释义及操作手册
- 基于SLM2842S/J太阳能LED路灯驱动电路
- 基于CAN总线新型LED信号机状态在线检测设计
- 工程师技术分享基于明纬开关电源LED电源常见问题
- 基于SLM2842SfJ太阳能LED路灯驱动电路
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 公路工程施工、桥涵施工工艺大全系梁施工工艺流程图
- 国外照明新技术LED将发展成为21世纪新光源