




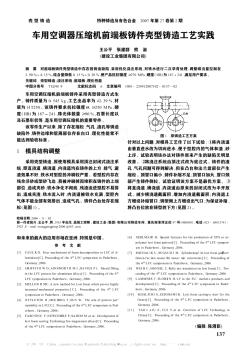
对前端板铸件壳型铸造中存在的铸造缺陷,采用优化浇注系统,对铁水进行二次孕育处理,调整碳当量控制在3.90%~4.15%,硅含量降低0.15%~0.20%,使产品抗拉强度≥270MPa,硬度(HB)为187~241,满足用户要求。
铝锭铸造工艺 产品质量的好坏主要在这一步骤,而且整个铸造工艺,也是以这一过程为主。铸造过程 是一个由液态铝冷却、结晶成为固体铝锭的物理过程。 1.连续浇铸 连续浇铸可分为混合炉浇铸和外铸两种方式。均使用连续铸造机。混合炉浇铸是将 铝液装入混合炉后, 由混合炉进行浇铸, 主要用于生产重熔用铝锭和铸造合金。 外铸是由抬 包直接向铸造机浇铸, 主要是在铸造设备不能满足生产, 或来料质量太差不能直接入炉的情 况下使用。由于无外加热源,所以要求抬包具有一定的温度,一般夏季在 690~ 740℃,冬 季在 700~760℃,以保证铝锭获得较好的外观。 混合炉浇铸,首先要经过配料,然后倒人混合炉中,搅拌均匀,再加入熔剂进行精炼。 浇铸合金锭必须澄清 30min 以上,澄清后扒渣即可浇铸。浇铸时,混合炉的炉眼对准铸造 机的第二、 第三个铸模, 这样可保证液流发生变化和换模时有一定的机动性。 炉眼和铸造机
热门知识
壳型铸造工艺流程-
话题: 工程造价cjl2009189
-
话题: 工程造价daoqiao009
精华知识
壳型铸造工艺流程-
话题: 工程造价gloria213612
-
话题: 建筑设计gogojunjun
-
话题: 建筑设计grubbyxiang
-
话题: 装修工程cinderellaye
最新知识
壳型铸造工艺流程-
话题: 工程造价shimingzhe
壳型铸造工艺流程相关专题
- 开小型制钉厂要多少成本
- 开小型制砖机场挣钱
- 抗冲型UPVC硬塑管,承插粘接
- 可调型螺纹套筒连接
- 空心矩型方钢计算公式
- 离型膜上的克指的是什么
- 离型纸与离型膜的区别
- 流水别墅模型制作流程
- 六角螺母1型与2型有何区别
- 中联5610型塔吊多少钱一台
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 新型的低压成套开关设备GGD型低压配电柜
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 新型节能型烧结页岩空心砖外墙的自保温系统
- 新型免扎线绝缘子在配电网架空线路中的应用
- 园林植物介壳虫种类调查及防治