





集团股份有限公司 套筒作业指导书( WPS) 日期: 2010-06-09 编号 CXYD/ZJ-030-05 3-3页 焊接工艺评定报告编号: PQR-05 焊接工艺规程编号: WPS-05 1. 总则: 所有焊接工艺人员均持有中华人民共和国焊工资格证书。 焊接方法: 手工电弧焊 自动化等级:( 手工√、半自动、自动、 机动) 2.焊接接头 接头型式: 角焊 坡口形式: 无 根部间隙:≤ 7mm 衬垫: ○ 有 ● 无 衬垫材料(形式):不适用 ■金属 非金属□ 不熔金属□ 其它□ ●无形成块焊接接头 3套筒规格为 632MM X 8 X 100MM, 材质为 Q235B。 4套筒焊接时,套筒应处于 610MM X 8MM X 11750MM 管端一头 50MM 处。 5母材: 钢号 /等级 Q235B,坡口: 无;其他:无。 6.采用 J422, GB E4303 焊条进行焊接,
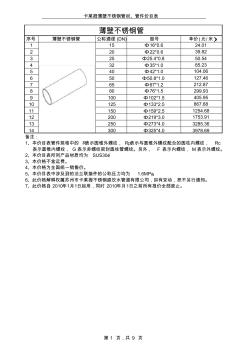
卡莱拇薄壁不锈钢管材、管件价目表 序号 薄壁不锈钢管 公称通径 (DN) 型号 单价 (元/米) 1 15 Φ16*0.6 24.01 2 20 Φ22*0.6 39.82 3 25 Φ25.4*0.8 50.54 4 32 Φ35*1.0 85.23 5 40 Φ42*1.0 104.06 6 50 Φ50.8*1.0 127.46 7 65 Φ67*1.2 212.87 8 80 Φ76*1.5 299.93 9 100 Φ102*1.5 405.95 10 125 Φ133*2.5 867.68 11 150 Φ159*2.5 1254.68 12 200 Φ219*3.0 1753.91 13 250 Φ273*4.0 3285.36 14 300 Φ325*4.0 3978.69 备注: 3、本价格不含运费。
热门知识
可焊接套筒价格-
话题: 室内设计qingre2004
-
话题: 室内设计yangwenfeng0663
精华知识
可焊接套筒价格-
话题: 建筑施工wangying1370
-
话题: 地产家居songxianger
最新知识
可焊接套筒价格-
话题: 工程造价fengluyao86
-
话题: 工程造价yzh-8861353
可焊接套筒价格相关专题
- 凯泉消防泵有生产许可证吗
- 可不可以做弧形玻璃推拉门
- 可行性报告的做法
- 可持续建筑的实例
- 可回收的橡胶有哪些
- 可耐美乳胶漆好
- 可曲挠橡胶软接头使用年限
- 可视对讲门铃自己如何调试
- 可膨胀石墨的概念
- 可膨胀石墨阻燃原理
- 可替代现有隔热保温材料的新型材料
- cnas-cc012007新版认可规范
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 中国焊接学会堆焊及表面工程专委会
- 中国漩涡气泵价格
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 以可靠性为中心的修在医疗设备维修领域的应用综述
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 可关断晶闸管(GTO)直接门极驱动电路
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 在长距离隧道施工中可更换螺旋机耐磨块的实用性
- 榆横煤化工业园区水资源的保护利压与可持续发展分析
- 榆横煤化工业园区水资源的保护利用与可持续发展分析
- 张河湾公司计算机监控系统国产化改造可行性
- 异种钢焊接接头退火工艺
- 在房地产开发中如何运用法律防范可能发生的违约行为
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选