
- 首页 >
- > 聚酯喷涂铝合金格子天花
更新时间:2025.02.22




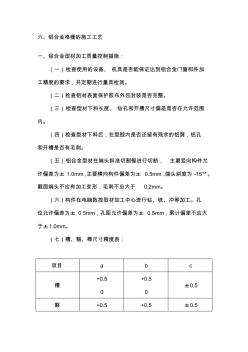
六、铝合金格栅的施工工艺 一、铝合金型材加工质量控制措施: (一)检查使用的设备、 机具是否能保证达到铝合金门窗构件加 工精度的要求,并定期进行量具检测。 (二)检查铝材表面保护胶布外包封装是否完整。 (三)检查型材下料长度、 钻孔和开槽尺寸偏差是否在允许范围 内。 (四)检查型材下料后,在型腔内是否还留有残余的铝屑,铝孔 和开槽是否有毛刺。 (五)铝合金型材在端头斜准切割锯进行切断, 主要竖向构件允 许偏差为± 1.0mm,主要横向构件偏差为± 0.5mm,端头斜度为 -15°。 截面端头不应有加工变形,毛刺不应大于 0.2mm。 (六)构件在电脑数控型材加工中心进行钻、铣、冲等加工。孔 位允许偏差为± 0.5mm,孔距允许偏差为± 0.5mm,累计偏差不应大 于±1.0mm。 (七)槽、豁、榫尺寸精度表: 项目 a b c 槽 +0.5 0 +0.5 0 ±0.5 豁 +0

摘自:www.china—painting.net 铝及铝合金表面上形成绿色非晶型的铬酸磷酸盐转化膜的过程叫铬磷化,是在含有磷酸、六价铬和碱性氟化物等组成的酸性溶液中进行的。国际标准化组织已制定了铝及铝合金铬酸磷酸盐转化膜的标准。
热门知识
聚酯喷涂铝合金格子天花-
话题: 工程造价levelspace

精华知识
聚酯喷涂铝合金格子天花
最新知识
聚酯喷涂铝合金格子天花-
话题: 水利水电kangandqian
专题概述
聚酯喷涂铝合金格子天花知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关聚酯喷涂铝合金格子天花最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:聚酯喷涂铝合金格子天花
相关话题
资料下载
相关资讯
聚酯喷涂铝合金格子天花相关专题
- 真空镀铝聚酯薄膜单价
- 聚酯薄膜的用途
- 聚酯多元醇的生产方法
- 聚酯多元醇的制备
- 聚酯多元醇用什么溶解
- 聚酯无纺布多少钱一平方
- 聚酯多元醇的应用
- 聚酯切片价格为什么下滑
- 聚酯无纺布如何计算价格
- 聚酯纤维吸音板环保
- 在耐热铬铝合金改性处理中钒渣的冶金物化条件及作用
- 关于发布行业产品标准建筑用隔热铝合金型材公告
- 建筑铝合金型材有机聚合物喷涂膜性能分析及质量评价
- 明框铝合金玻璃幕墙工程施工组织设计
- 挤压成型对LC4CS铝合金棒材阳极氧化膜结构影响
- 建设部关于发布国家标准铝合金结构设计规范公告
- 5052铝合金金字塔型点阵夹芯板的成型及其组织性能研究
- 大学新校区铝合金门窗安装工程及玻璃幕墙设计招标文件
- CFRP-铝合金组合管Keiwitt网壳的弹塑性稳定性
- 铝和铝合金薄板材、带材和板材
- 成都市生态经济产业示范区门窗幕墙工程铝合金窗扇施工方案
- 建筑施工劳务承包合同铝合金门窗制安分项工程
- 兴发断桥铝合金报价单
- 地下车库外门招标技术要求双层复合铝合金保温卷帘门
- 复合材料单面胶接修复含中心裂纹铝合金板的疲劳特性分析
- 广东某超高层框剪结构住宅楼铝合金模板工程专项施工方案
- 国家标准铝合金门窗GB8478-2008演示文稿