




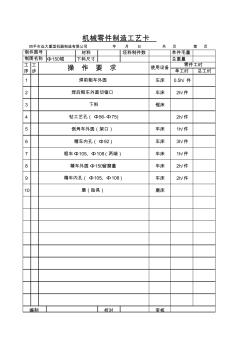
材料 坯料制件数 单件毛量 Φ150辊 下料尺寸 总重量 单工时 总工时 1 车床 0.5h/ 件 2 车床 2h/件 3 锯床 4 2h/件 5 车床 1h/件 6 车床 3h/件 7 车床 1h/件 8 车床 2h/件 9 车床 2h/件 10 磨床 校对 审核 焊前粗车外圆 焊后粗车外圆切锯口 下料 钻工艺孔( Φ56-Φ75) 倒角车外圆(架口) 精车内孔( Φ92) 粗车Φ105、Φ108(两端) 精车外圆Φ150留磨量 制件图号 精车内孔( Φ105、Φ108) 磨(胎具) 制图名称 编制 机械零件制造工艺卡 四平市远大重型机器制造有限公司 年 月 日 共 页 第 页 操 作 要 求 使用设备 零件工时工序 工 步
![[结构设计]机械零件精度设计与实例](https://files.zjtcn.com/group1/M00/2F/F4/CgoBZ2AczyOAeUdcAAAwwLUrtMM990.jpg)
热门知识
机械零件设计手册-
话题: 地产家居hyhjrq2004
-
话题: 地产家居dongrong001
精华知识
机械零件设计手册-
话题: 工程造价nickfallen
-
话题: 地产家居yangjiye718
最新知识
机械零件设计手册-
话题: 工程造价wangbiao2008
-
话题: 工程造价penghongboe
机械零件设计手册相关专题
- 六轴机械手用什么软件控制
- 怎么看机械加工图纸
- 在机械制图中表示什么意思
- 画法几何及机械制图的目录
- 画法几何与机械制图
- 画法几何及机械制图
- 学机械制图有什么好处
- 机械出图怎么出图纸
- 机械工程图剖面线有标准吗
- 机械厂制造车间规划图
- 分形DGS单元结构设计及其在微带电路中的应用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 以MSP430FW427为核心的远程数字水表设计
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 中华大厦五层宏远公司办公室内装修工程施工组织设计
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 全热回收地源热泵空调机组的系统及工程方案设计
- 展览馆装饰工程消防改造施工组织设计方案(91页)
- 支持群体设计的工程数据库管理系统的结构及实现
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中航格澜阳光花园一期门禁对讲建设项目施工组织设计
- 在书香中沉睡——“川大河畔”高尚住宅小区景观设计
- 高效率PWM/PFM自动切换升压转换器的设计
- 智能小区以太接入交换机SNMP代理设计与实现
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 张家口市中心城区污水排水管网在线监测系统设计