




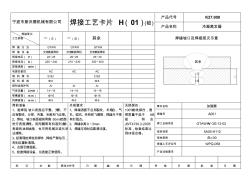
宁波市斯沃德机械有限公司 焊接工艺卡片 H(01)(临) 产品代号 K27.000 产品名称 冷凝蒸发器 焊接层次 工艺参数 一(正) 一(反) 其余 焊缝坡口及焊接层次示意 焊 接 方 法 GTAW GTAW GTAW 1正 1反 其余 焊 接 设 备 交流氩弧焊机 交流氩弧焊机 交流氩弧焊机 焊接电压( V) 22~25 20~25 25~30 焊接电流( A) 220~240 210~230 300~400 焊接速度( m/m) 电源及极性 AC AC AC 填 料 牌 号 5183 5183 填 料 规 格 Φ6 Φ6 焊剂或保护剂 Ar Ar Ar 气体流量( L/min) 14~16 14~16 14~16 喷嘴直径( m m) Φ16 Φ 16 Φ16 钨棒直径( m m) Φ6 Φ6 Φ6 焊前准备: 1、施焊前,坡口表面应平整、光滑、不 应有裂纹、分层、夹渣

编号: 焊 接 工 艺 规 范 编制: 校对: 审核: 批准: 目录 1. 目的 ................................................ 1 2. 适用范围 ............................................ 1 3. 引用标准 ............................................ 1 4. 工艺要求 ............................................ 1 4.1 焊接方法选用原则 . .................................. 1 4.2 焊接用辅料援用原则 ................................ 1 4.3 点焊接头的最小搭边宽度和焊点的最小点距 .......
金锡焊片焊接工艺相关专题
- 开冰库需要多少资金
- 开个金店需要多少钱
- 开个五金店要多少资金
- 开个五金水暖店要多少钱
- 开个洗车档要多少资金
- 开个茶艺馆要多少资金呢
- 开个金店要多少钱
- 开个五金店需要投资多少钱
- 开个五金店要多少钱
- 开关金属拉丝哪款好
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 中国房地产投资信托基金(REITs)发展模式探索
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 无锡市房地产市场报告
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张家港市金港中心水利管理服务站_招标190924
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺