




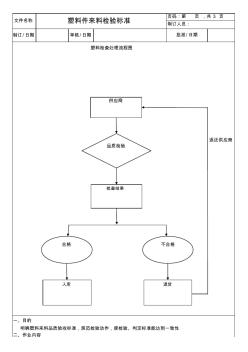
制订 /日期 审核 /日期 返还供应商 批准 /日期 文件名称 塑料件来料检验标准 页码:第 页 ,共 3 页 制订人员: 塑料检查处理流程图 明确塑料来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性 一、目的 二、作业内容 供应商 品质检验 检查结果 合格 入库 不合格 退货 制订 /日期 审核 /日期 批准 /日期 文件名称 塑料件来料检验标准 页码:第 页 ,共 3 页 制订人员: 检测项目 判定 异色点 MI 点缺陷 MI 缩水 MI 划痕 MA 丝印不良 MA 色差、 亮斑 MA 边拖花 MI 裂纹 MA 多胶点 MA 烧焦 MA 熔接线 MI 流 纹 MA 变形 MA 其它 MI CR MA MI √ 实测尺寸大于要求± 0.5mm ,但组装后 不影响产品的使用性能和外观 检验 项目
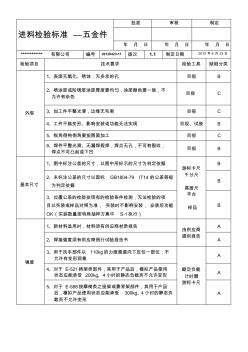
进料检验标准 —五金件 批准 审核 制定 年 月 日 年 月 日 年 月 日 ************ 有限公司 编号 20120423-11 版次 1.1 制定日期 2012 年 4 月 23日 检验项目 技术要求 检验工具 缺陷分类 外观 1、表面无氧化、锈蚀,无多余的孔 目视 B 2、喷涂层或防锈层涂层厚度要均匀,涂层颜色要一致,不 允许有杂色 目视 C 3、加工件平整光滑,边缘无毛刺 目视 C 4、工件不能变形、影响安装或功能无法实现 目视、试装 B 5、锐角倒钝倒角要按图面加工 目视 C 6、焊件平整光滑、无漏焊假焊,焊点无孔,不可有裂纹, 焊点不可凸起或下凹 目视 B 基本尺寸 1、图中标注公差的尺寸,以图中所标示的尺寸为判定依据 游标卡尺 千分尺 高度尺 平台 样品 B 2、未标注公差的尺寸以国标 GB1804-79 IT14 的公差等级 为判定依据 B 3、
热门知识
进料料件复出口-
话题: 地产家居xiaoyunjun
精华知识
进料料件复出口-
话题: 工程造价wokaoni123
-
话题: 工程造价haofanyo789
最新知识
进料料件复出口-
话题: 工程造价liguanlin120
-
话题: 装修工程lichangzhiok
进料料件复出口相关专题
- 加氢反应进料泵的联锁内容
- 甲供材进料问题
- 板框压滤机进料泵
- 流化床进料口
- 进料筛网定额
- 人货梯进料平台
- 直管进料管规格
- 进料料件复出口
- 进料料件退换
- 什么是进料料件复出
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 柘溪水电厂扩建工程发电机出口设置GCB优越性
- 岳西县中医院门急诊康复综合楼装饰工程监理实施细则
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 有机硅憎水剂对发泡水泥复合保温板性能的影响_胡君
- 云计算模型在船体复杂结构件装配和三维建模中的应用
- 振动沉管CFG桩复合地基在饱和软土地基工程的应用
- 制备质子交换膜燃料电池碳/碳复合材料双极板的方法
- 中电三十八所无线测试塔工程复合土钉墙支护施工方案
- 新型陶瓷化高分子复合耐火硅橡胶耐火电缆的研制
- 中国木制品出口频遭美国反倾销的原因与对策(论文)
- 以隧道工程克服土石灾害-以谷关及青山分厂修复为例
- 应用复合梁单元实现钢管混凝土拱桥的极限承载力分析
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 基于开心果壳的新型木塑纳米复合材料
- 匀质改性复合防火保温板建筑外保温系统应用技术导则
- 振冲法加固油罐软粘土复合地基的现场测试与工程实录