




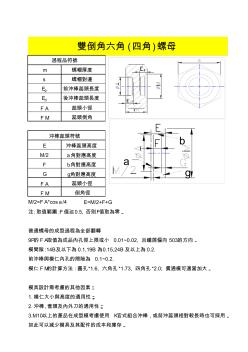
m s Ep Ed F A F M E M/2 F G F A F M 普通螺母的成型過程為全部翻轉 9P的 F A取值為成品內孔徑上限或小 0.01~0.02, 且鐵屑偏向 503的方向. 模間隙 :14B及以下為 0.1,19B 為0.15,24B及以上為 0.2. 前沖棒與模仁內孔的間隙為 0.1~0.2. 模仁 F M的計算方法 :圓孔*1.6, 六角孔 *1.73, 四角孔 *2.0; 貫通模可適當加大. 模具設計需考慮的其他因素: 1.模仁大小與高度的通用性; 2.沖棒 ,套頭及內外刀的通用性; 3.M10以上的產品在成型模考慮使用 K官式組合沖棒 ,或前沖蕊頭相對較長時也可採用. 如此可以減少模具及其配件的成本和庫存. 蕊頭小徑 雙倒角六角 (四角 )螺母 過程品符號 蕊頭倒角 蕊頭小徑 後沖棒蕊頭長度 前沖棒蕊頭長度 螺帽對邊 螺帽厚度 倒角徑 注:取值範圍 :F值≧0.5
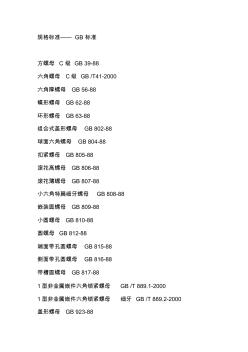
规格标准—— GB 标准 方螺母 C 级 GB 39-88 六角螺母 C级 GB /T41-2000 六角厚螺母 GB 56-88 蝶形螺母 GB 62-88 环形螺母 GB 63-88 组合式盖形螺母 GB 802-88 球面六角螺母 GB 804-88 扣紧螺母 GB 805-88 滚花高螺母 GB 806-88 滚花薄螺母 GB 807-88 小六角特扁细牙螺母 GB 808-88 嵌装圆螺母 GB 809-88 小圆螺母 GB 810-88 圆螺母 GB 812-88 端面带孔圆螺母 GB 815-88 侧面带孔圆螺母 GB 816-88 带槽圆螺母 GB 817-88 1型非金属嵌件六角锁紧螺母 GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母 细牙 GB /T 889.2-2000 盖形螺母 GB 923-88 1型六角螺母
热门知识
家具镶嵌螺母-
话题: 室内设计yangshaohai
精华知识
家具镶嵌螺母-
话题: 地产家居wamghaosheng
最新知识
家具镶嵌螺母-
话题: 室内设计xmdfjr208740
-
话题: 地产家居tianyr1883
-
话题: 工程造价domilic0424
家具镶嵌螺母相关专题
- 开实木家具店大概要多少钱
- 坤甸木家具值钱
- 老红木家具价钱是多少
- 老旧家具翻新得多少钱
- 老楸木家具价格贵不贵
- 老楸木家具价格是多少
- 老榆木家具价格暴跌
- 老榆木家具一般多少钱
- 老榆木家具价格问题
- 老榆木家具有收藏价值吗
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 建筑陶瓷卫浴洁具暖通制冷家具用品
- 具有特殊外观效果松木家具基材构成与表面加工工艺
- 家具和室内装饰装修材料专项治理相关产品及标准汇总表
- 中国家具生产设备及原辅材料展览会
- 家居卖场、家具网站、家具产品等实木家具的产品文字
- 家具用水性封闭底漆在低温干燥过程中水分挥发规律的研究
- 机关事务管理局党校公寓楼配备家具项目招投标书范本
- 霍尔三维结构的成长型主题儿童家具设计模型
- 室内装饰工程施工、验收规范家具与陈设
- 32mm系列拆装式自装配家具五金件及其结构设计
- 红木家具公司厂房租赁合同
- 供给侧改革三聚氰胺板、家具生产线项目可行性研究报告
- 十三五重点项目酒店成套家具生产建设项目商业计划书
- 室内家具概念设计与创新
- 办公家具采购项目标书的编制中国政府采购
- 100平方全屋定制家具装修设计方案