




高强度螺母简介 用高强度钢制造的, 或者需要施以较大预紧力的螺母, 皆可称为高强度螺母。 高强度螺 母多用于桥梁、 钢轨、高压及超高压设备的连接。 这种螺母的断裂多为脆性断裂。 应用于超 高压设备上的高强度螺母,为了保证容器的密封,需要施以较大的预应力。 高强度螺母用途 当今大飞机、大型发电设备、汽车、高速火车、大型船舶、大型成套设备等为代表的 先进制造已将进入重要的发展方向。 由此,紧固件将进入重要的发展阶段。 高强度螺栓用于 重要机械的连接, 反复的拆装或各式的安装扭矩法对高强度螺栓要求极高。 因此,对其表面 状况及螺纹精度的好坏, 将直接影响主机的使用寿命及安全。 为了改善摩擦系数, 避免在使 用过程中出现锈蚀、 咬死或卡住, 技术要求规定其表面应进行镍磷镀处理。 镀层厚度保证在 0.02~0.03mm 范围内,镀层均匀,致密、无针孔等。 工艺流程 高强度螺母镍磷镀的工艺流程镍磷镀由
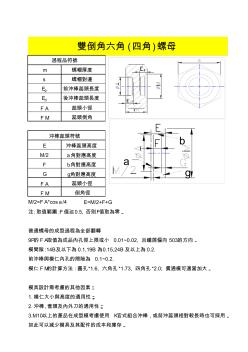
m s Ep Ed F A F M E M/2 F G F A F M 普通螺母的成型過程為全部翻轉 9P的 F A取值為成品內孔徑上限或小 0.01~0.02, 且鐵屑偏向 503的方向. 模間隙 :14B及以下為 0.1,19B 為0.15,24B及以上為 0.2. 前沖棒與模仁內孔的間隙為 0.1~0.2. 模仁 F M的計算方法 :圓孔*1.6, 六角孔 *1.73, 四角孔 *2.0; 貫通模可適當加大. 模具設計需考慮的其他因素: 1.模仁大小與高度的通用性; 2.沖棒 ,套頭及內外刀的通用性; 3.M10以上的產品在成型模考慮使用 K官式組合沖棒 ,或前沖蕊頭相對較長時也可採用. 如此可以減少模具及其配件的成本和庫存. 蕊頭小徑 雙倒角六角 (四角 )螺母 過程品符號 蕊頭倒角 蕊頭小徑 後沖棒蕊頭長度 前沖棒蕊頭長度 螺帽對邊 螺帽厚度 倒角徑 注:取值範圍 :F值≧0.5
热门知识
家具螺母使用-
话题: 室内设计1234liabcdef
精华知识
家具螺母使用-
话题: 地产家居wamghaosheng
-
话题: 室内设计xmdfjr208740
-
话题: 地产家居tianyr1883
-
话题: 工程造价domilic0424
最新知识
家具螺母使用家具螺母使用相关专题
- 2019家装家具
- 玉环家具
- 福亮家具
- 缅花家具
- 草编家具
- 豪成家具
- 铝镁家具
- 泰瑞思家具
- 潍坊家具城
- 维也纳家具
- 智能磨音频谱分析仪(DF-6811A)使用说明书
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 制药用水系统使用点取样阀门的应用设计和选型论文
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 在LaTeX中使用TikZ画图的入门例子V1.5
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 露骨料混凝土的制备方法及其使用的露骨料水洗剂
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 制冷用大容量交叉式电磁四通换向阀的设计选型与使用
- 智能天工-21C智能小区弱电集成系统设计使用手册
- 中国建筑涂料使用VOCs排放因子及排放清单的建立
- 关于严禁政府投资项目使用带资承包方式进行建设通知
- 关于发布行业标准建筑机械使用安全技术规程公告
- 固定式、移动式起重机械使用审批、验收表(地铁集团)
- 关于印发湖南省国有土地使用权收支管理办法通知