





轴承 寿命 分析 摘 要 自然 界苛 刻的 工作 条 件会 导致 轴承 的 失效 ,但是 如果 遵循 一 些简 单 的规则 ,轴承 正常运转的机会 是能 够被提高的。在 轴承 的使用 过程 当 中,过 分的忽 视会导致轴承的 过热 现象,也可 能使 轴承 不能够 再被 使 用,甚 至 完全 的 破坏 。但 是一 个被 损坏 的轴承 ,会 留下 它为 什么被 损 坏的线 索。通 过一些细致的观 察工 作,我们可 以采 取行 动来避 免轴 承 的再次 失效 。 关 键词: 轴承 失效 寿命 1 . 轴承 失效 的 原因 轴承 失效 有以 下多 种 原因 ,然而 轴承 的寿命 实验 却是 所有 机 械实 验 中最有 意义 的。实 验者必须控 制实 验过程以确保结 果。其他 的 失效 模 式在 Tallian[19.2] 中有 详 细论 述。下 边几段就 详细 论述 了可以 影响 寿 命试验 结果
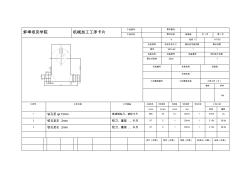
蚌埠坦克学院 机械加工工序卡片 产品型号 零件图号 产品名称 零件名称 轴承座 共 1页 第 1页 6 钻铰 13 HT150 毛皮种类 毛坯外形尺寸 每毛坯可制作数 每台件数 铸件 180×62 1 1 设备名称 设备型号 设备编号 同时加工件数 看立式钻床 Z525 1 夹具编号 夹具名称 切削液 专用夹具 工位器具编号 工位器具名称 工序工时(分) 准终 单件 10s 工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数 工布工时 r/min m/min mm/r mm 机动 辅助 1 钻孔至 φ13mm 高速钢钻刀、游标卡尺 960 20 0.1 25mm 1 3.875 2s 2 铰孔至左 2mm 铰刀、塞规 .、卡尺 97 2 1 25mm 1 3.15s 36.8s 3 铰孔至左 2mm 铰刀、塞规 .、卡尺 97 2 1 25mm 1 3.
热门知识
机械轴承-
话题: 地产家居jianzhu1122
-
话题: 工程造价nanshan2007
精华知识
机械轴承最新知识
机械轴承-
话题: 工程造价chinasfeng
-
话题: 工程造价jianping1968
机械轴承相关专题
- 沥青路面的施工机械有哪些
- 桩基施工需要什么机械
- 建筑工程机械哪家质量好
- 建筑机械都有哪些
- 建筑物超高增加的人工机械
- 建筑物超高增加人工机械
- 贵州机械破碎石方
- 机械拆除道路基层
- 机械安装施工图纸怎么看
- 机械表面用什么油漆好
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 以浙江省公路养护机械化的发展看筑养路机械市场需求
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中国国际城市市政工程机械建筑机械及施工车辆展览会
- 中国农业机械学会
- 在线期刊——制冷空调与电力机械竞争的新着力点
- 中国林业机械协会关于向社会推荐木工机械产品的通知
- 以项目为导向实施机械测量技术课程教学改革
- 中国农业机械流通协会第三次会员代表大会
- 中国机械工程学会铸造学会
- 中国工程机械工业协会工业车辆分会理事会
- 中国工程机械学会工程起重机械分会
- 中国机械工业企业管理协会
- 深圳市领创精密机械有限公司
- 以项目为载体的机械设计基础课程探索与实践教学设计
- 中国安装协会机械设备与起重分会举行起重技术研讨