




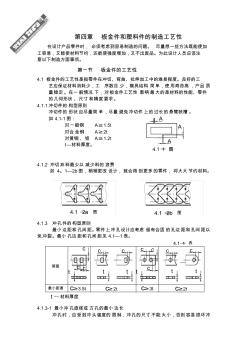
A A A 4.1 1 图 4.1 2a 图 最小距离 简图 c cct c c tt c c ct c c t t ≥3.5tc ≥2tc≥3tc≥2tc 材料厚度 4.1 1 表 t 第四章 板金件和塑料件的制造工艺性 在设计产品零件时, 必须考虑到容易制造的问题。 尽量想一些方法既能使加 工容易,又能使材料节约,还能使强度增加,又不出废品。为此设计人员应该注 意以下制造方面事项。 第一节 板金件的工艺性 4.1 板金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。良好的工 艺应保证材料消耗少,工 序数目少,模具结构 简单,使用寿命高 ,产品质 量稳定。在一般情况下,对板金件工艺性 影响最大的是材料的性能、零件 的几何形状、尺寸和精度要求。 4.1.1 冲切件的构型原则 冲切件的形状应尽量简单,尽量避免冲切件上的过长的悬臂狭槽。 如 4.1-1图: 对一般钢 A≥1.5t
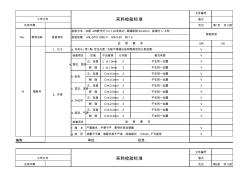
文件编号 版次 页次 第1页 共13页 MA MI 1、尺寸 V 检查项目 区域 不良直径 允许数 相互间距 V 正、反面 L ≤1.0mm 2 不在同一位置 V 侧 面 L ≤1.5mm 3 不在同一位置 V 正、反面 D≤0.2mm 2 不在同一位置 V 侧 面 D≤0.3mm 3 不在同一位置 V 正、反面 D≤0.4mm 2 不在同一位置 V 侧 面 D≤0.5mm 3 不在同一位置 V 正、反面 D≤2.0mm 2 不在同一位置 V 侧 面 D≤2.5mm 3 不在同一位置 V 正、反面 D≤0.2mm 2 不在同一位置 V 侧 面 D≤0.3mm 3 不在同一位置 V 检查项目 f. 缩 水 V g.变 形 放置不平稳,装配外观不严密,间隙超过 0.5mm,不可接受 V 文件编号 版次 页次 第8页 共13页
热门知识
金彩虹塑胶-
话题: 工程造价Andy6868668
精华知识
金彩虹塑胶-
话题: 工程造价1987li2009
最新知识
金彩虹塑胶-
话题: 装修工程yang38805330
-
话题: 工程造价yangliumin
金彩虹塑胶相关专题
- 开冰库需要多少资金
- 开个金店需要多少钱
- 开个五金店要多少资金
- 开个五金水暖店要多少钱
- 开个洗车档要多少资金
- 开个茶艺馆要多少资金呢
- 开个金店要多少钱
- 开个五金店需要投资多少钱
- 开个五金店要多少钱
- 开关金属拉丝哪款好
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 中国房地产投资信托基金(REITs)发展模式探索
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 张家港市金港中心水利管理服务站_招标190924
- 中国保护消费者基金会突击抽检格兰仕空调质量超国标
- 中国建筑金属结构协会给水排水设备分会人事任命通知
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 云南省2017年造价工程师造价管理:资金成本试题
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 张金如厅长在全省农田水利基本建设工作会议上的讲话
- 工信部批准发布有色金属、化工等行业543项行业标准
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于中国建筑金属结构协会给水排水设备分会换届通知
- 关于规范全省建设工程施工投标保证金收取和管理通知
- 格尔珂金矿矿山开采引发主要环境地质问题及防治对策