




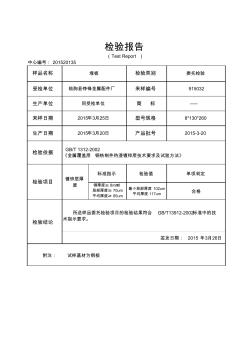
标准指示 检验值 单项判定 钢厚度≥ 8mm时 局部厚度≥ 70um 平均厚度≥ 85um 最小局部厚度 102um 平均厚度 117um 合格 检验依据 检验项目 镀锌层厚 度 所送样品委托检验项目的检验结果符合 GB/T13912-2002标准中的技 术指示要求。 检验结论 签发日期: 2015 年3月26日 GB/T 1312-2002 《金属覆盖层 钢铁制件热浸镀锌层技术要求及试验方法》 临朐县铮锋金属配件厂 来样日期 2015年3月25日 型号规格 生产日期 产品批号2015年3月20日 附注: 试样基材为钢板 915032 ----- 8*130*260 2015-3-20 受检单位 来样编号 生产单位 商 标同受检单位 检验报告 (Test Report ) 中心编号: 201520135 检验类别 委托检验样品名称 埋板
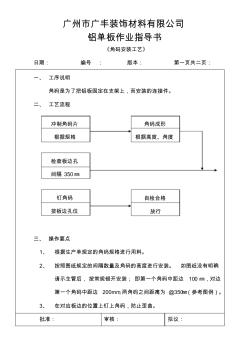
广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期: 编号 : 版本: 第一页共二页: 一、 工序说明 角码是为了把铝板固定在支架上,而安装的连接件。 二、 工艺流程 三、 操作要点 1、 根据生产单规定的角码规格进行用料。 2、 按照图纸规定的间隔数量及角码的高度进行安装。 如图纸没有明确 请示主管后,按常规错开安装; 即第一个角码中距边 100 ㎜,对边 第一个角码中距边 200mm,两角码之间距离为 @350㎜(参考图例)。 3、 在对应板边的位置上钉上角码,防止歪曲。 批准: 审核: 拟议: 冲制角码片 根据规格 角码成形 根据高度、角度 检查板边孔 间隔 350㎜ 钉角码 按板边孔位 自检合格 放行 广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期: 编号: 版本: 第二页共二页: 四、 质量要点 1、 角码的规格厚度、高度、螺钉孔、间隔要符
热门知识
角码锯精华知识
角码锯-
话题: 工程造价muzi870911
-
话题: 工程造价landsea51230
-
话题: 地产家居wdt66990099
最新知识
角码锯-
话题: 室内设计xiashaocheng
角码锯相关专题
- 怎么计算角码比重
- 角钢和角码有什么区别
- 角钢与角码区别
- 角码铝材的规格有哪些
- 晶钢门塑料角码哪个好
- 河北哪里有塑料角码厂
- 五金角码价格一般多少
- 风管角码生产厂家有哪些
- 风管角码生产线
- 钢角码尺寸规格表示方法
- 基于OpenGL金刚石串珠锯加工石材模拟仿真开发
- 回火温度对冶金锯片用钢75Cr1回火组织及性能的影响
- MSCMarc锯切仿真的钢管锯切夹紧力
- 施工阶段水泥混凝土道面的温度应力与锯缝时机
- S7-200 SMART在铝塑门窗双头切割锯上的应用
- Setra公司拟提高红杉木锯材产量
- 水库除险加固中锯槽法建造薄混凝土防渗墙的施工工艺
- 实木锯材板料检验标准
- 复合材料夹层板振动分析精化锯齿理论和三角形板单元
- 65Mn钢圆锯片淬火过程计算机数值模拟Ⅱ-组织转变
- 剖析城市道路沥青混凝土路面中锯齿形偏沟工程设计
- 司太立(STELLITE)合金带据条的实验性锯解
- 步进手扶圆锯片式割灌木机用于灌木平茬收割试验
- 机械操作规程木工平刨电锯手持电动工具
- 大型冷弯型钢用金属冷切圆锯片通过河北省新产品鉴定
- 65Mn钢圆锯片淬火过程计算机数值模拟
- 带锯机板式弹簧张紧系统锯条扭转振动频率