




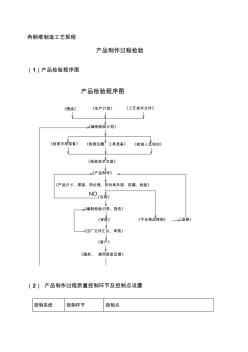
角钢塔制造工艺规程 产品制作过程检验 (1)产品检验程序图 (2) 产品制作过程质量控制环节及控制点设置 控制系统 控制环节 控制点 产品检验程序图 《图纸》 《生产计划》 《工艺技术文件》 《编制检验计划》 《检测手段准备》 《检测仪器、工具准备》 《检测人员培训》 《检验技术交底》 《产品制作》 《产品尺寸、焊接、热处理、形状和外观、防腐、检验》 《合格》 《编制检验记录、报告》 《审核》 《出厂文件汇总、审核》 《客户》 《服务、 使用信息反馈》 《不合格品控制》 《返修》 NO 材料控制系 统 1.采购订货 1.采购文件审批 2.合格供方的评审 3.采购订货 2.验收、复验、 入库 1.材料质量证明书审查 2.实物检查 3.复验 4.材料 代号编制及标记 5.材料入库审查 3.材料保管 1.保管选题检查 2.标记恢复确认 4.材料代用 1.材料代用审批 5.材料发放 1.实物复
角钢基本概念 一、专业术语: 1、准线:螺栓孔布置在角钢肢的一条直线上,这条直线称之为准线 又叫心线。 2、楞线:角钢外皮相交的直线,又称角钢背或角钢劲线。 3、楞点:构成角钢楞线的两个端点。 4、楞线侧:在角钢肢平面内,心线向楞线的方向为楞线侧。 5、肢边侧:在角钢肢平面内,心线向楞线的反方向为肢边侧,又叫 肢翼侧。 6、心距:在角钢肢平面内,楞线与心线之间的垂直距离,又叫准距。 7、间距:在角钢肢平面内,同一准线上相邻两螺栓孔中心之间的距 离。 8、端距:在角钢肢平面内,角钢端头与首个螺栓孔中心之间的距离。 9、轧制边距:准线与轧制边之间的距离。 10、切角边距:螺栓孔中心与切角边之间的距离。 10、重心线:角钢两个截面的重力作用点的连线就是重心线,一般认 为角钢 1/2 准线处即为其近似重心线。 11、切角:为防止角钢碰撞,将角钢端头一肢切去一角的工艺。 12、切肢:在角钢端头处,两
热门知识
角钢塔型号-
话题: 工程造价pushangyigu
-
话题: 工程造价zhuyoufu321
精华知识
角钢塔型号最新知识
角钢塔型号-
话题: 工程造价jm19702004
-
话题: 工程造价yangzhen122
-
话题: 工程造价meirenxinji
相关问答
角钢塔型号-
话题: 室内设计jiandifeng

角钢塔型号相关专题
- 冷拉六角钢规格标准有哪些
- 冷拉六角钢生产工艺
- 梁底粘角钢问题
- 六角钢管的尺寸规格
- 六角钢丝封如何打开
- 六角钢用来生产什么
- 六角钢计算公式
- 六角钢的介绍
- 六角钢的在工程中的用途
- 重庆哪里有卖万能角钢
- 中国离心式清水泵型号
- 中国十大污水污物潜水电泵型号
- 中国卧式单级离心泵型号
- 中国灌溉潜水泵型号
- 中国变频管道泵型号
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 国内立式不锈钢多级离心泵型号
- 各型号混土砂石基础每延米方量
- 国内多级给水泵型号十大品牌浸入式多级离心泵最新排名
- 前十品牌榜单自吸离心泵型号
- 中国污水污物潜水电泵型号前十名污水处理泵品牌企业排名
- 配线架价格行情走势工程造价规格型号大全
- 插板阀价格行情走势工程造价规格型号大全
- 腻子胶价格行情走势工程造价规格型号大全
- 客厅灯价格行情走势工程造价规格型号大全
- 10KV柱上高压真空断路器型号参数
- 饰面板价格行情走势工程造价规格型号大全