




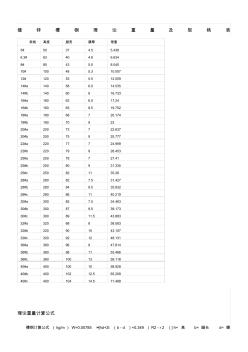
镀 锌 槽 钢 理 论 重 量 及 规 格 表 规格 高度 腿宽 腰厚 理重 5# 50 37 4.5 5.438 6.3# 63 40 4.8 6.634 8# 80 43 5.0 8.045 10# 100 48 5.3 10.007 12# 120 53 5.5 12.059 14#a 140 58 6.0 14.535 14#b 140 60 8 16.733 16#a 160 63 6.5 17.24 16#b 160 65 8.5 19.752 18#a 180 68 7 20.174 18#b 180 70 9 23 20#a 200 73 7 22.637 20#b 200 75 9 25.777 22#a 220 77 7 24.999 22#b 220 79 9 28.453 25#a 250 78 7 27.41 25#b 250 80
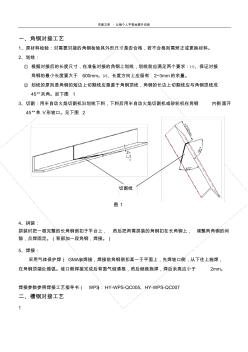
百度文库 - 让每个人平等地提升自我 1 一、角钢对接工艺 1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。 2、划线: ① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接 角钢的最小长度要大于 600mm。⑵、长度方向上应留有 2~3mm的余量。 ② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成 45°夹角。如下图 1 3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢 内侧面开 45°单 V形坡口。见下图 2 图 1 4、拼装: 拼装时把一根完整的长角钢倒扣于平台上, 然后把两需拼装的角钢扣在长角钢上, 调整两角钢的间 隙,点焊固定。(背部加一段角钢,焊接。) 5、焊接: 采用气体保护焊( GMAW)焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,
热门知识
角钢槽钢-
话题: 项目管理li88726428
精华知识
角钢槽钢-
话题: 装修工程cooler000000
-
话题: 建筑施工bishop1975
最新知识
角钢槽钢-
话题: 工程造价xiaozhuyiren
角钢槽钢相关专题
- 干挂石材角钢节点图
- 六角钢管
- 合金角钢
- 非标角钢
- 钢材角钢
- 圆角钢
- 冷轧角钢
- 角钢型材
- 角钢槽钢
- 角钢线
- 冷弯薄壁卷边槽钢偏心受压构件承载力计算折减强度法
- 冷拉圆钢、方钢、六角钢
- 建筑槽钢悬挑脚手架施工方案(有受力计算书)培训课件
- 角钢铁塔分解组立内悬浮内拉线施工作业指导书
- 冷拉圆钢、方钢、六角钢尺寸GBT905-1994
- 卷边槽钢偏心受压构件极限承载力的直接强度计算方法研究
- 梁上角钢支架技术交底
- 卷边槽钢纯弯构件畸变屈曲板组约束系数的直接强度法计算
- 冷弯薄壁卷边槽钢轴压柱有效宽度法和直接强度法计算对比
- 槽钢悬挑架搭设施工方案
- 校舍抗震加固预制楼板增加角钢支座加固工程施工设计方案
- 型钢热轧普通槽钢型号规格大全GB707—88
- 套接式转角钢管杆紧线后向内角倾斜的原因分析和解决方法
- 槽钢、方钢、矩形管矩形钢管的尺寸公差规格表参考解析
- 常用各种型钢尺寸及表面积对照表H钢、工、角、槽钢
- 槽钢及槽型双肢格构式截面的扭转常数和翘曲常数研究
- 圆风管、角钢法兰风管、共板法兰风管制作标准