




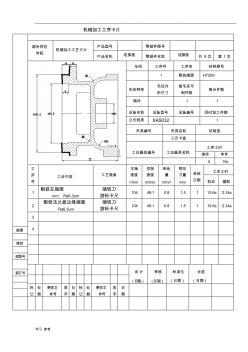
. . . . 学习 .参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号 零部件图号 产品名称 连接座 零部件名称 连接座 共 9 页 第 1 页 车间 工序号 工序名 材料牌号 1 粗铣端面 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 XA5032 1 夹具编号 夹具名称 切削液 三爪卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 0 15s 工 步 号 工步内容 工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动 辅助 1 粗铣左端面 mm Ra6.3um 端铣刀 游标卡尺 104 49.1 0.8 1.5 1 15.6s 2.34s 2 粗铣法兰
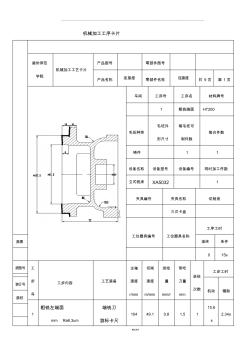
______________________________________________________________________________________________________________ 精品资料 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号 零部件图号 产品名称 连接座 零部件名称 连接座 共 9 页 第 1 页 车间 工序号 工序名 材料牌号 1 粗铣端面 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 XA5032 1 夹具编号 夹具名称 切削液 三爪卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 0 15s 工 步 号 工步内容 工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 m
热门知识
家具小卡片-
话题: 建筑设计yangshunjie
-
话题: 路桥市政zj153268341
-
话题: 建筑施工NTLJXXXXXXXX
精华知识
家具小卡片最新知识
家具小卡片-
话题: 地产家居jiadongxing
家具小卡片相关专题
- 2019家装家具
- 玉环家具
- 福亮家具
- 缅花家具
- 草编家具
- 豪成家具
- 铝镁家具
- 泰瑞思家具
- 潍坊家具城
- 维也纳家具
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 在书香中沉睡——“川大河畔”高尚住宅小区景观设计
- 智能小区以太接入交换机SNMP代理设计与实现
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 应力释放率对超大断面小净距浅埋隧道的开挖影响
- 增建二线铁路线间距偏小地段石方爆破施工工艺
- 工程岩体力学试验中动静对比在小湾水电工程中应用
- 工程见习期工作小结
- 工程建筑论文小型太阳能气泡泵吸收式制冷机
- 关于中小型内河航道水上过河电缆通航净空高度分析
- 广东高层住宅小区砌筑施工综合方案加气混凝土砌块样本
- 挂篮吊架法在小河沟特大桥边跨现浇段及合拢段中应用
- 广东广州3层教学楼493#小学教学楼工程造价指标
- 公路工程管理用表范本混凝土小型构件质量检验报告单
- 广东潮汕三市居民住宅小区体育设施建设现状和对策
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图