




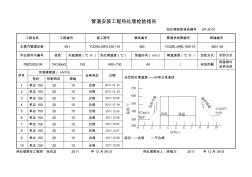
管道安装工程热处理检验报告 热处理检验报告编号: BYJZ-01 工程名称 工程编号 施工图号 管线编号 管道单线图编号 焊缝编号 主蒸汽管道安装 5E1 YG290.49RL160116 MS YG290.49RL160116 MS1-50 作业指导书编号 材质 升温速度(℃ /h) 热处理温度(℃) 恒温时间( min) 降温速度(℃ /h) 加热方式 冷却方式 PBZ2002-08 15CrMoG 150 690~730 40 / 电加热器 保温棉内 自然冷却 序号 实测硬度值( HV10) 合格判定 日期 设定热处理温度——时间记录曲线 结论:□合格 □不合格 母材 热影响区 焊缝 1 单边 150 20 15 合格 2011.12. 01 2 单边 150 20 15 合格 2011.12. 02 3 单边 150 20 15 合格 2011.12.03 4 单边 15
SY01-009 120万吨 /年高硫重油 综合利用项目 施工技术交底记录 第 1 页 共 2 页 单项工程名称: 100 万吨 / 年汽油加氢装置 单项工程编号: DMQYJQ 单位工程名称 100万吨 /年重油催化制 烯烃装置 单位工程编号 DMQYJQ 会 议 地 点 施工现场 会 议 时 间 主 持 人 记 录 人 参 加 单 位 及 人 员 接受交底人签字: 施工技术交底内容:管道热处理交底记录 管道等级为 2B6、2C2、5H1、5K1、3C3及管道等级为 3B3的振动临氢管道需进行焊后热处理。 一、热处理一般规定 1、管线无损检测合格后方可进行焊后热处理。焊后热处理采用电感应方法进行加热。恒温温度及 时间见下表。对于异种钢焊接接头的热处理温度,应取合金含量较高一方的温度下限。 表 1 焊后热处理热温度及恒温时间一览表 母材材质 热处理温度要求 /恒 温时间 备注 20
热门知识
角焊缝热处理-
话题: 工程造价happytimeok
-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
精华知识
角焊缝热处理-
话题: 工程造价jingtang99
最新知识
角焊缝热处理-
话题: 工程造价tulixiaoluo
-
话题: 工程造价zhongjianlj
-
话题: 工程造价lishaofu205
角焊缝热处理相关专题
- 开有铅波峰焊害处多大
- 康仕达350二保焊机多少钱
- 靠近墙角的焊缝怎么焊接
- 可以焊铝的焊锡丝
- 可以焊铜铝的焊条叫什么
- 框架梁里面的钢筋焊接套项
- 框架柱的角筋怎么算
- 框架柱焊接接头怎么算
- 老款电焊机一般多少钱一台
- 老式电焊机多少钱一台
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 简易六角砖铺设装置CN109537417A
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于固定式太阳能路灯照明系统电池组件最佳安装角度
- 广东珠江三角洲环境项目某污水处理部分咨询服务合同
- 恒智天成安全计算软件三角形钢管悬挑脚手架计算书汇总
- 工程图样中六角螺母在AutoCAD中近似画法改进
- 基于PLC控制星三角启动存在问题及解决办法
- 构建对内联接通道发挥北承长江三角洲桥头堡作用
- 化油器三角针阀与阀座导致油耗高与溢油问题解决办法
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 建筑无足够附着角度塔吊超长距离附着解决方案
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 江苏细集料棱角性、压碎值试验检测记录表
- 冷拉圆钢、方钢、六角钢
- 基于三角模糊数模糊群决策方法在供应商选择中应用