





本文主要分析了C级钢与普通碳钢焊接中出现焊接裂纹缺陷及形成原因。为有效地解决焊接中最容易出现焊接裂纹、焊缝熔合不够、易产生缺陷等问题,针对机车构架钢簧座与侧架连接焊缝的焊接问题,进行具体分析,制定出合理的焊接工艺规程。
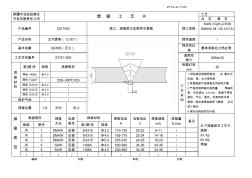
ZYYJ/ JL-11-05 编制: 日期: 审核: 日期: 新疆中油油田建设 开发有限责任公司 焊 接 工 艺 卡 工艺: 共 页 第 页 产品编号 2011004 坡口、焊接层次及顺序示意图 焊工资格 SAW-1G(K)-07/08 SMAW-Ⅱ -1G-12-F3J 产品名称 主汽提塔( C-201) 预热温度 / 基本金属 Q245R(正火) 焊后热处 理 整体消除应力热处理 工艺评定编号 ZYGY-005 温度范 围℃ 600±20 焊 接 材 料 型(牌)号 规格 烘烤规范 保温时间 min 30 焊丝 H08A Φ4.0 工 艺 说 明 1 焊前清洗焊道两侧各 20 毫米内 的油、锈、水分等杂质 2 背面碳弧气刨清根后用砂轮打磨 3 严格控制焊缝外观质量, 焊缝余 高,自动焊≤ 3.0 mm,表面不得有 裂纹、气孔、弧坑、夹渣和咬边等 缺陷,焊后清理溶渣和飞溅物
热门知识
角焊缝焊接工艺卡-
话题: 工程造价lyanjun6313
精华知识
角焊缝焊接工艺卡最新知识
角焊缝焊接工艺卡-
话题: 工程造价xiaoxiaochen
-
话题: 工程造价lovegogoma
-
话题: 工程造价song_qiwang
-
话题: 建筑设计wangzhenhai
角焊缝焊接工艺卡相关专题
- 梁山龙门焊机
- 六角网的六角网石笼网
- 龙门排焊机的气缸如何维修
- 楼板阳角是什么位置
- 楼板转角处
- 楼承板上栓钉怎么焊
- 柱和门洞阳角处
- 铸铁阀门有裂缝怎么焊接
- 转角型变形缝是什么意思
- 转角墙的水平筋如何下料
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 简易六角砖铺设装置CN109537417A
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 中国读卡器市场现状分析及未来五年发展前景分析报告
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 展讯发布业界首款TD-SCDMA双卡双待手机方案
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用