





中铁电气化局集团电气化公司器材厂 页码 1/7 文件名称 钢结构件加工工艺规范 版次 第一版 文件号码 EE/QB05-2005 制作部门 技术部 管制分类 管制 1本标准适用范围 本规范适用于电气化铁道接触网钢柱 (钢管型、 H型 )、硬横梁、支架、接腿、底座和输电线路铁塔、钢 管杆、电缆支架、避雷针、爬梯等(简称钢结构件) 。 2引用标准(下列标准引用最新版本) TB/T2921 电气化铁道接触网钢柱 GB10852 钢结构焊缝外型尺寸 GB5117 碳钢焊条 TB/T2920 电气化铁道接触网硬横跨技术条件 GB2694 输电线路铁塔制造技术条件 GB/T699 优质碳素结构钢 DL/T646 输电线路钢管杆制造技术条件 SY/T5037 普通流体输送管道用螺旋缝埋弧焊钢管 GB50205 钢结构施工及验收规范 GBJ81 建筑钢结构焊接规范 GB/T8612 结构用无缝钢管 GB
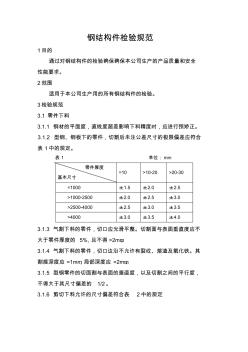
钢结构件检验规范 1目的 通过对钢结构件的检验确保确保本公司生产的产品质量和安全 性能要求。 2范围 适用于本公司生产用的所有钢结构件的检验。 3检验规范 3.1 零件下料 3.1.1 钢材的平面度,直线度超差影响下料精度时,应进行预矫正。 3.1.2 型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合 表 1中的规定。 表 1 单位:mm 零件厚度 基本尺寸 =10 >10-20 >20-30 =1000 ±1.5 ±2.0 ±2.5 >1000-2500 ±2.0 ±2.5 ±3.0 >2500-4000 ±2.5 ±3.0 ±3.5 >4000 ±3.0 ±3.5 ±4.0 3.1.3 气割下料的零件,切口应光滑平整。切割面与表面垂直度应不 大于零件厚度的 5%,且不得 >2mm。 3.1.4 气割下料
热门知识
加工钢结构件-
话题: 工程造价159****7655
精华知识
加工钢结构件-
话题: 结构设计matincheng
最新知识
加工钢结构件-
话题: 结构设计zb171775756
-
话题: 结构设计xiaoshen88
加工钢结构件相关专题
- 钢结构的加工以什么为依据
- 钢结构加工厂需要资质
- 钢结构加工主要工艺是什么
- 钢结构加工厂是什么
- 钢结构加工焊缝的技术交底
- 钢结构加工设备有哪些
- 钢结构现场加工
- 如何考察钢结构加工厂
- 2019年钢结构加工价格
- 钢结构制作加工合同
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 关于特种加工专业委员会学术年会征稿通知
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 国家林业局关于进一步加强木材经营加工监督管理通知
- 呼和浩特抽水蓄能电站人工砂石加工系统改造优化
- 机械毕业论文联接轴加工工艺分析与设计