




(圆风管、角钢法兰风管、工板法兰风管) 编 制:无锡市新恒机电设备工程有限公司 日 期:2013年04月01日 领 书 无锡市新恒机电设备工程有限公司 施 工 要 第1页 合采用联合角咬口,咬口连接方式 (见详图) (二) 矩形风管的加工 (1)中高压系统风管采用角钢法兰连接: (2)一般空调风管采用共板法兰连接; (3)风管板材的拼接咬口和圆形风管的闭合咬口采用单咬口,矩形风管或配件的四角组 (4) 板材表面应平整,厚度应均匀,无凹凸及明显的压伤现象 ,并有没有裂纹 .砂眼 .结 疤及刺边和锈蚀情况; (5) 镀锌钢板表面不得有划伤、结疤、水印及锌层脱落 .氧化等缺陷。 (6) 所有材料进场后要分类堆放整齐,并作好相应的标识。 风管制作要领 项 目:
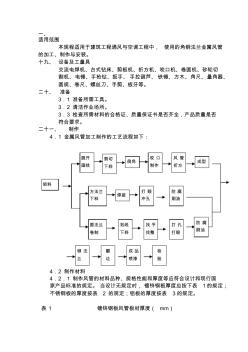
一、 适用范围 本规程适用于建筑工程通风与空调工程中, 使用的角钢法兰金属风管 的加工、制作与安装。 十九、 设备及工量具 交流电焊机、台式钻床、剪板机、折方机、咬口机、卷圆机、砂轮切 割机、电锤、手枪钻、扳手、手拉葫芦、铁锤、方木、角尺、量角器、 圆规、卷尺、螺丝刀、手剪、板牙等。 二十、 准备 3.1 准备所需工具。 3.2 清洁作业场所。 3.3 检查所需材料的合格证、质量保证书是否齐全,产品质量是否 符合要求。 二十一、 制作 4.1 金属风管加工制作的工艺流程如下: 4.2 制作材料 4.2.1 制作风管的材料品种、规格性能和厚度等应符合设计和现行国 家产品标准的规定。 当设计无规定时, 镀锌钢板厚度应按下表 1的规定; 不锈钢板的厚度按表 2 的规定;铝板的厚度按表 3的规定。 表 1 镀锌钢板风管板材厚度( mm) 展开 画线 剪切 下料 倒角 咬 口 制作 风 管 折方 成
热门知识
角钢法兰风管图片精华知识
角钢法兰风管图片-
话题: 地产家居ZHX393761208
-
话题: 暖通空调jc_鹤壁矿务局勘察公司
-
话题: 工程造价yuyanzhong
最新知识
角钢法兰风管图片-
话题: 工程造价mitanic0104
角钢法兰风管图片相关专题
- 冷拉六角钢规格标准有哪些
- 冷拉六角钢生产工艺
- 梁底粘角钢问题
- 六角钢管的尺寸规格
- 六角钢丝封如何打开
- 六角钢用来生产什么
- 六角钢计算公式
- 六角钢的介绍
- 六角钢的在工程中的用途
- 重庆哪里有卖万能角钢
- 建筑材料分类及图片
- 木饰面名称和图片对照
- 现代简约风格客厅背景装修图片现代简约风格客厅背景墙
- 城市港口区街道改建工程施工图设计新规范图片展示收集资料
- 图片模糊归一化投影的VIKOR法建筑项目风险评估
- 建筑给排水、消防及暖通工程之常见问题现场图片要点
- 常见桩基础、地下连续墙与地基处理施工方法大量图片
- 低碳环保模板图片素材
- 常用导线型号及图片示例
- 建筑工程安全隐患图片脚手架、基坑支护、安全用电等
- 房建工程钢筋验收要点培训讲义图片丰富
- 征集中国测绘学会成立50周年纪念文章与图片的通知
- 国产花岗岩名称及图片
- 拉螺栓附加图片
- 高层商业办公楼土方回填施工方案附图片说明
- 国家体育场鸟巢装修施工组织设计方案图片
- 圆风管、角钢法兰风管、共板法兰风管制作标准