





对接焊接接头超声波检测工艺规程 1. 0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1 本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为 6mm~400mm全熔化焊对接焊接接着的超声波检测; b) 管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径< Φ159mm的焊接接头、内径≤ Φ200mm的管座角焊缝的 超声波检测; c)外径<Φ250mm或内外径之比小于 80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据 JB/T4730-2005.3《承压设备无损检测》编制; 2.2 本程序参照 GB11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和
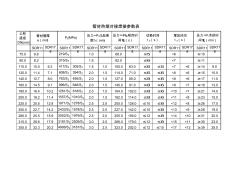
公称 直径 DN(mm) SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 75.0 6.8 219/S2 1.0 68.0 ≤5 <6 ≥10 90.0 8.2 315/S2 1.5 82.0 ≤6 <7 ≥11 110.0 10.0 6.3 417/S2 305/S2 1.5 1.0 100.0 63.0 ≤6 ≤5 <7 <6 ≥14 9.0 125.0 11.4 7.1 608/S2 394/S2 2.0 1.5 114.0 71.0 ≤6 ≤6 <8 <6 ≥15 10.0 140.0 12.7 8.0 763/S2 495/S2 2.0 1.5 127.0 80.0 ≤8 ≤6 <8 <6 ≥17 11.0 160.0
角钢对接焊接规范相关专题
- 冷拉六角钢规格标准有哪些
- 冷拉六角钢生产工艺
- 梁底粘角钢问题
- 六角钢管的尺寸规格
- 六角钢丝封如何打开
- 六角钢用来生产什么
- 六角钢计算公式
- 六角钢的介绍
- 六角钢的在工程中的用途
- 重庆哪里有卖万能角钢
- 引用公路桥涵施工技术规范JTJ0412000
- cnas-cc012007新版认可规范
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国焊接学会堆焊及表面工程专委会
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 执行设备工程监理规范提升地铁设备监理服务质量
- 招投标-严格规范工程施工招标全力打造阳光工程施工
- 应用工程建设施工企业质量管理规范进行体系转换
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国建筑抗震设计规范的演变与展望
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 异种钢焊接接头退火工艺
- 智能建筑工程质量验收规范GB50339-2013