




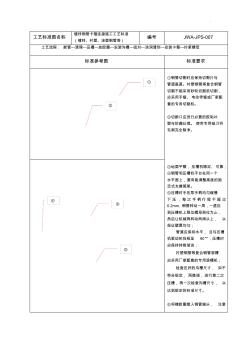
. 工艺标准图名称 镀锌钢管卡箍连接施工工艺标准 (镀锌、衬塑、涂塑钢管等) 编号 JWA-JPS-007 工艺流程: 断管—清理—压槽—放胶圈—安装沟槽—组对—涂润滑剂—安装卡箍—拧紧螺母 标准参考图 标准要求 ①钢管切割时应保持切割片与 管道垂直。衬塑钢管等复合钢管 切割不能采用砂轮切割机切割, 应采用手锯、电动带锯或厂家配 套的专用切割机。 ②切断口应进行必要的胶粘补 塑与防腐处理。 使用专用锉刀将 毛刺完全除净。 ③地面平整,压槽机稳定、可靠; ④钢管和压槽机平台在同一个 水平面上,要有能调整高度的固 定式支撑尾架。 ⑤压槽时手压泵手柄均匀缓慢 下 压,每次 手柄行 程不超 过 0.2mm,钢管转动一周,一直压 到压槽机上限位螺母到位为止, 然后让机械再转动两周以上, 以 保证壁厚均匀; 管道应保持水平, 且与压槽 机驱动轮挡板呈 90°,压槽时 应保持持续渐进; 衬塑钢管等复

工艺标准图名称 镀锌钢管卡箍连接施工工艺标准 (镀锌、衬塑、涂塑钢管等) 编号 JWA-JPS-007 工艺流程: 断管—清理—压槽—放胶圈 —安装沟槽 —组对—涂润滑剂 —安装卡箍 —拧紧螺母 标准参考图 标准要求 ① ①钢管切割时应保持切割片与 管道垂直。衬塑钢管等复合钢管 切割不能采用砂轮切割机切割, 应采用手锯、电动带锯或厂家配 套的专用切割机。 ② ②切断口应进行必要的胶粘补 塑与防腐处理。使用专用锉刀将 毛刺完全除净。 ③地面平整,压槽机稳定、可靠 ; ④钢管和压槽机平台在同一个 水平面上,要有能调整高度的固 定式支撑尾架。 ④ ⑤ ⑤压槽时手压泵手柄均匀缓慢 下压,每次手柄行程不超过 0.2mm,钢管转动一周,一直压 到压槽机上限位螺母到位为止, 然后让机械再转动两周以上,以 保证壁厚均匀; 管道应保持水平,且与压槽 ③ 机驱动轮挡板呈 90°,压槽时 应保持持续渐进; 衬
热门知识
加长镀锌包胶管卡精华知识
加长镀锌包胶管卡-
话题: 室内设计heyuchu2118
-
话题: 工程造价fuchengqwe
最新知识
加长镀锌包胶管卡-
话题: 计价依据zhaoguotao
加长镀锌包胶管卡相关专题
- 加长杆蝶阀特点
- 钢筋弯钩增加长度
- 天然气软管可以加长
- 电缆敷设的附加长度问题
- 电缆敷设附加长度问题
- 电缆附加长度表
- 电缆附加长度计算
- 电缆附加长度问题
- 上工60钻头加长400多少钱
- H钢柱加长对接方式有哪些
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)