





表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电
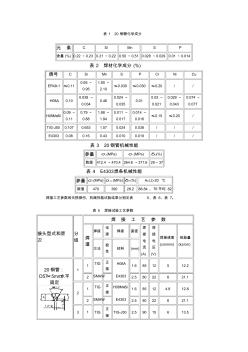
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) 0.22 ~0.23 0.21 ~0.22 0.50 ~0.51 0.028 ~0.029 0.01 ~0.014 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤0.11 0.65 ~ 0.95 1.80 ~ 2.10 ≤0.030 ≤0.030 ≤0.20 / / H08A 0.10 0.038 ~ 0.034 0.46 0.024 ~ 0.035 0.01 0.02 ~ 0.021 0.029 ~ 0.043 0.074 ~ 0.077 H08Mn2Si 0.09 ~ 0.11 0.79 ~ 0.88 1.88 ~ 1.94 0.011 ~ 0.017 0.014 ~ 0.016 ≤0.15 ≤0.20 / TIG-J50 0.107 0.653 1.57 0.02
化学管相关专题
- 重晶石粉的矿物化学成分
- 黑墨石化学成份是什么
- 红柱石的化学组成
- 滑石粉的化学名称是什么
- 化学建材是指哪些
- 化学试验中通风橱有什么用
- 化学水泥发泡稳泡剂配方
- 石灰的化学成分是什么
- 石灰的化学式
- 熟石灰化学方程式
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 圆管涵工程数量表(20201022195115)
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 支持群体设计的工程数据库管理系统的结构及实现
- 水利管理单位信访工作
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 有关建筑工程造价管理面临的问题与其处理手段
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 以BIM为基础的装配式建筑全生命周期管理问题
- 智能电力监控管理系统在某飞机维修公司工程中的应用