




主要采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧 (见成 )等塑性变形的加工方法。①滚切法:用花键滚刀在花键轴铣床(见花键加工机床) (见齿轮加工) 加工 (图 1[滚切花键轴 ]),这种方法生产率和精度均高, 。②铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓, 用分度 2[铣 ]),逐齿铣好后再用一把盘铣刀对底径稍作修整。 铣削法的生产率和精度都较低, 。③磨削法:用成形 、 。④冷打法:在专门的机床上进行。 冷打花键轴的工作原理见 3 [冷打花键轴 ]。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴 1齿 ,打头上的成形打轮对工件齿槽部锤击 1 ,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介 5倍左右,冷打还可提高材料利用率。 主要有插削、拉削和磨削等方法。①插削法:用成形插刀在插床上逐齿 ②拉削法:用花键拉刀在拉床上拉削,
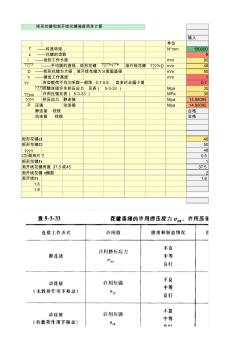
输入 单位 T ——传递转矩, N*mm 180000 z ——花键的齿数 8 l ——齿的工作长度 mm 90 ——平均圆的直径,矩形花键 渐开线花键 mm 48 D ——矩形花键为大径,渐开线花键为分度圆直径 mm 50 h ——键齿工作高度 mm 1 各齿载荷不均匀系数一般取 0.7-0.8 ,齿多时去偏小值 0.7 花键连接许永挤压应力,见表( 5-3-33) Mpa 35 许用压强见表( 5-3-33) MPa 30 挤压应力 静连接 Mpa 14.88095 P 压强 动连接 Mpa 14.88095 静连接 校核 合格 动连接 校核 合格 矩形花键d 46 矩形花键D 50 48 C为倒角尺寸 0.5 矩形花键h 1 渐开线花键角度 37.5或45 37.5 渐开线花键 m模数
热门知识
花键检测精华知识
花键检测-
话题: 工程造价LLiiuu521wen
-
话题: 地产家居zbl5227963
最新知识
花键检测-
话题: 工程造价hqx359803141
花键检测相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 植物病虫害检测在园林绿化工程建设过程中的应用
- 振荡波局放检测设备在10kV电缆局放测试中的应用
- 中大环境检测实验课论文气相色谱在环境工程中的运用
- 土建工程检测专业人才培养体系
- 异构分布式防火墙与入侵检测联动构架的通信机制
- 择压法检测砌筑砂浆抗压强度技术规程召开编制组会议
- 应用地基承载力现场检测仪检测灰土垫层承载力的实践
- 易燃易爆场所防雷装置及防静电接地装置检测技术规范
- 可实现高速信号处理的超声波无损检测系统的设计
- 混凝土抗压强度检测
- 公路水运工程试验检测人员过渡考试材料专业试题及答案
- 公路工程试验检测与质量检验评定一体化系统与开发
- 关于建筑工程混凝土强度主要检测技术分析及应用
- 公路工程试验检测人员考试题建材试验检测技术试题资料
- 公路桥梁板式橡胶支座抗压弹性模量检测方法实验
- 工程施工质量验收结构实体检验钢筋保护层厚度检测方案
- 工程地质雷达检测技术在扬州长江堤防加固工程中应用