




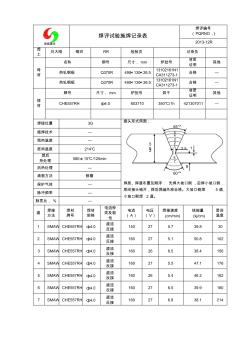
焊评试验施焊记录表 焊评编号 (PQRNO.) 2013-12R 焊 工 刘大刚 钢印 RR 检验员 记录员 母 材 名称 钢号 尺寸, mm 炉批号 材质 证明 其他 热轧钢板 Q370R 490×130×26.5 13102161N1 CA311273-1 合格 — 热轧钢板 Q370R 490×130×26.5 13102161N1 CA311273-1 合格 — 焊 材 牌号 尺寸, mm 炉批号 烘干 材质 证明 其他 CHE557RH ф4.0 603710 350℃/1h 421307011 — 焊接位置 3G 接头形式简图: 焊层、焊道布置及顺序: 先焊大坡口侧 , 后焊小坡口侧 . 层间接头错开,焊后焊缝外观合格。大坡口侧焊 5 道 , 小坡口侧焊 2 道。 施焊技术 — 预热温度 — 层间温度 214℃ 焊后 热处理 580±15℃ /120min 后热处理 — 清
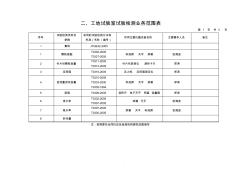
. 二、工地试验室试验检测业务范围表 第 1 页 共 3 页 序号 试验检测项目及 参数 采用的试验检测方法和 标准(名称 / 编号) 所用主要仪器设备名称 主要操作人员 备注 一 集料 JTGE42-2005 1 颗粒级配 T0302-2005 T0327-2005 标准筛 天平 烘箱 张海波 2 针片状颗粒含量 T0311-2005 T0312-2005 针片状规准仪 游标卡尺 郑涛 3 压碎值 T0316-2005 压力机 压碎值测定仪 郑涛 4 含泥量泥块含量 T0310-2005 T0333-2000 T0335-1994 标准筛 天平 烘箱 郑涛 5 密度 T0309-2005 容积升 电子天平 网篮 容量瓶 郑涛 6 含水率 T0332-2005 T0307-2005 烘箱 天平
热门知识
焊评试验覆盖范围精华知识
焊评试验覆盖范围-
话题: 工程造价wang1982123
最新知识
焊评试验覆盖范围-
话题: 工程造价basten0909
-
话题: 工程造价zhonghua09
-
话题: 工程造价LUOWEI1982
焊评试验覆盖范围相关专题
- 金桥焊条真假辨别
- 金桥焊条好还是大桥焊条好
- 金桥焊丝50-6和70S-6的区别
- 元立焊丝和金桥焊丝哪个好
- 什么是过桥焊接
- 大桥电焊条为什么不好用
- 大桥焊条怎么分真假
- 大桥焊条和金桥焊条哪种好
- 大桥焊条与金桥焊材的关系
- 大桥焊条的好与坏
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 地面蓄水试验记录
- 原材料(设备)合格证、试验报告汇总表碎石
- 乍嘉苏高速公路改性沥青SMA—13面层试验段施工
- 中国焊接学会堆焊及表面工程专委会
- 正果水厂建设工程之护坡工程项目环评报告
- 乍嘉苏高速公路改性沥青SMA-13面层试验段施工
- 云母含量对风化花岗岩路基土工程性质影响的试验
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 云冈国家森林公园范围调整对森林景观资源的影响分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 原位测试及现场试验与土力学的关系讲座(知名教授)
- 中国石油天然气集团信息工程专业高级职称评审范围
- 增大截面与CFRP复合加固素混凝土短圆柱试验
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆形隧道施工对不同深度地层沉降影响的模型试验