




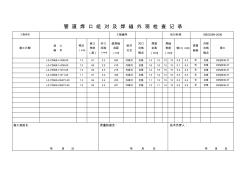
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 工程名称 工程编号 执行标准 GB50369-2006 施工日期 焊 口 编 号 钝边 (mm) 坡口 角度 (度) 对口 间隙 (mm) 直焊缝 间距 (mm) 组对 方式 对口 合格 情况 焊道 余高 (mm) 焊缝 宽度 (mm) 错口(mm) 表面 缺陷 外观 合格 情况 焊工 LZ-YZ668-1+008-05 1.3 61 2.3 524 外组对 合格 1.4 1.3 14 15 0.5 0.3 无 合格 D35|M36.37 LZ-YZ668-1+009-05 1.2 63 2.5 410 外组对 合格 1.6 1.5 14 15 0.1 0.4 无 合格 D35|M36.37 LZ-YZ668-1+010-05 1.3 62 2.3 215 外组对 合格 1.4 1.6 15 15 0.2 0.4 无 合格
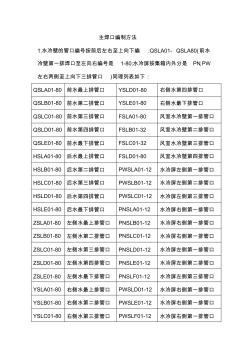
主焊口编制方法 1.水冷壁的管口编号按前后左右至上向下编 :QSLA01- QSLA80(前水 冷壁第一排焊口至左向右编号是 1-80;水冷屏按集箱内外分是 PN、PW 左右两侧至上向下三排管口 )同理列表如下 : QSLA01-80 前水最上排管口 YSLD01-80 右侧水第四排管口 QSLB01-80 前水第二排管口 YSLE01-80 右侧水最下排管口 QSLC01-80 前水第三排管口 FSLA01-80 风室水冷壁第一排管口 QSLD01-80 前水第四排管口 FSLB01-32 风室水冷壁第二排管口 QSLE01-80 前水最下排管口 FSLC01-32 风室水冷壁第三排管口 HSLA01-80 后水最上排管口 FSLD01-80 风室水冷壁第四排管口 HSLB01-80 后水第二排管口 PWSLA01-12 水冷屏左侧第一排管口 HSLC01-80 后水第三排管口 PWS
热门知识
焊口质量 检查-
话题: 项目管理yang110132
-
话题: 造价软件DARKANGELL
精华知识
焊口质量 检查
最新知识
焊口质量 检查-
话题: 工程造价f125948353
-
话题: 工程造价HFDQ12345678
-
话题: 造价软件lipeng0518

相关问答
焊口质量 检查-
话题: 工程造价gyx1990love

焊口质量 检查相关专题
- 康仕达350二保焊机多少钱
- 可口可乐易拉罐价格贵
- 可以焊铝的焊锡丝
- 空调风口套什么定额
- 空调排风口怎么套定额
- 框架梁里面的钢筋焊接套项
- 烙铁焊镀锌铁皮
- 烙铁焊锡多少钱一点焊
- 立管检查口可以变径
- 磷铜焊条熔点是多少
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国焊接学会堆焊及表面工程专委会
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 云浮建筑施工领域安全管理联合执法检查专项行动方案
- 应用工程建设施工企业质量管理规范进行体系转换
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 应用于建筑10kV进线的电能质量在线监测装置