





精心整理 聚乙烯管道系统电熔焊接操作步骤 电熔焊接操作步骤: 电熔焊接用于各个规格的电熔管件与管材、注塑管件、焊制管件之间的焊接,其焊接程序 为: 1、 在使用时方可拆开塑料包装。 2、 清除管材、管件内部、外部的灰尘及异物。 3、 用刮刀刮除管件或管材所需焊接区域外表面 0.1mm~0.3mm的氧化层,并保证焊接区域 干净,焊接端面平整,无碎屑。 4、 将管材、管件固定好,保证管材、管件之间无应力。 5、 将电熔焊机的导线插入管件的接线位置并保持其固定。 6、 用读码器读取电熔管件焊接参数或按照电熔管件上的标注手工输入焊接参数并确认其 正确。 7、 开始焊接,并观察孔突出情况。 8、 焊接完成后,接电熔管件上规定的时间进行冷却,拔掉导线。 特别注意: 在焊接时及焊接完成后的冷却时间内不得移动电熔管件且不能在管件上施加任何压 力。 对接焊操作步骤: 1、 检查加热板的温度是否控制在工艺要求
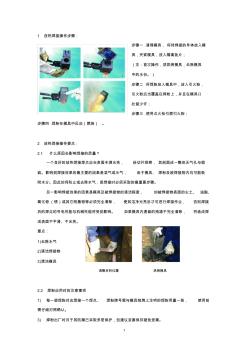
1 1 放热焊接操作步骤: 步骤一 .清理模具, 将待焊接的导体放入模 具,夹紧模具,放入隔离垫片; (注:首次操作,须烘烤模具,去除模具 中的水份。) 步骤二 .将焊粉放入模具中,放入引火粉, 引火粉应当覆盖在焊粉上,并且在模具口 处留少许; 步骤三 .使用点火枪引燃引火粉; 步骤四 .焊粉在模具中反应(燃烧) 。 2 放热焊接操作要点: 2.1 什么原因会影响焊接的质量? 一个良好的放热焊接焊点应当表面丰满光亮, 经切开观察, 其剖面成一整体无气孔与瑕 疵。影响到焊接效果的最主要的因素是湿气或水气, 由于模具、 焊粉及被焊接物内均可能吸 附水分。因此如何防止或去除水气,是焊接时必须采取的最重要步骤。 另一影响焊接效果的因素是模具及被焊接物的清洁程度, 如被焊接物表面的尘土、 油脂、 氧化物(锈)或其它附着物等必须完全清除, 使其洁净光亮后才可进行焊接作业, 否则焊接 后的焊点的导电性
焊接维修操作步骤相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 中国焊接学会堆焊及表面工程专委会
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 以可靠性为中心的修在医疗设备维修领域的应用综述
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 中国制冷空调设备维修安装企业资质等级认证评审公示
- 印刷设备维修工国家职业技能标准终审会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 制冷和空调设备运行与维修专业教学模式的创新与实践
- 异种钢焊接接头退火工艺
- 宜昌市外国语学校学生公寓维修改造工程谈判文件
- 医疗器械操作规程
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 整体同步顶升技术维修桥梁支座在宣大高速公路的应用
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国海洋石油公司之CNG加气站管理制度及操作规程