




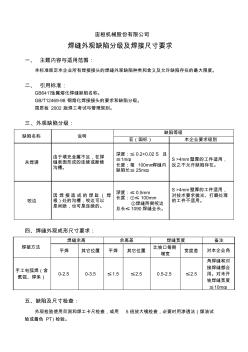
宙桓机械股份有限公司 焊缝外观缺陷分级及焊接尺寸要求 一、 主题内容与适用范围: 本标准规定本企业所有焊接接头的焊缝外观缺陷种类和含义及允许缺陷存在的最大限度。 二、 引用标准: GB6417金属熔化焊缝缺陷名称。 GB/T12469-98 钢熔化焊接接头的要求和缺陷分级。 国质检 2002 版焊工考试与管理规则。 三、外观缺陷分级: 缺陷名称 说明 缺陷等级 亚(国标) 本企业要求级别 未焊满 由于填充金属不足,在焊 缝表面形成的连续或断续 沟槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 长度:每 100mm焊缝内 缺陷长≤ 25mm。 S >4mm壁厚的工件适用, 反之不允许缺陷存在。 咬边 因 焊接造成的焊趾(焊 根)处的沟槽,咬边可以 是间断,也可是连续的。 深度:≤ 0.5mm 长度:①≤ 100mm ②焊缝两侧咬边 总长≤ 1090焊缝全长。 S >4mm壁厚的工

宝钢HFW 610机组的管端坡口加工采用仿形浮动刀架的倒棱设备,运行初期存在无法适应新规格生产的问题,只能依靠不断地"试错"来确定刀具最佳调整位置,随意性大,不仅调试成本高且生产效率低下。通过对浮动仿形切削加工原理的系统分析,得到了实际生产应用中刀杆位置的调整方法。该方法已应用于生产线,能够准确控制坡口尺寸,提高了钢管坡口尺寸的控制精度及效率。
焊接时开坡口尺寸相关专题
- 止水铁板焊接搭接长度
- 雨水室外焊接管件问题
- 焊接法兰水表是什么意思
- 焊接水果架子怎么做
- 混水阀能焊接
- 管道滴水怎么焊接
- 水下焊接中国有几人
- 水下焊接的安全措施
- 水下焊接有哪几种方式
- 水下焊接到底是怎么焊接的
- 中国焊接学会堆焊及表面工程专委会
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 有限元解Biot固结方程时初始参数选取方法
- 植被混凝土在水利边坡工程中进展和应用现状
- 中国施工企业管理协会关于召开第二十二次年会的通知
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 有关水电站小开度甩负荷工况水击压力骤升问题
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 异种钢焊接接头退火工艺
- 振弦式锚杆应力计在腾龙桥一级水电站左岸边坡的应用
- 植被混凝土护坡绿化技术在高陡边坡生态治理中的应用
- 引黄工程汾河水库取水口临时挡水建筑物施工方案比选