





我厂新试制的一种工件,其内孔为螺旋渐开线花键(见图),其参数为m_n=1.75、α= 20°、β=30°、z=10。 由于是螺旋花键,不能在一般拉床上拉削。在样品试制中,曾通过车削加工出渐开线花键。但车削加工精度低,劳
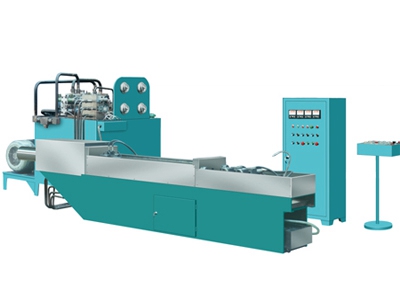
主要采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧 (见成 )等塑性变形的加工方法。①滚切法:用花键滚刀在花键轴铣床(见花键加工机床) (见齿轮加工) 加工 (图 1[滚切花键轴 ]),这种方法生产率和精度均高, 。②铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓, 用分度 2[铣 ]),逐齿铣好后再用一把盘铣刀对底径稍作修整。 铣削法的生产率和精度都较低, 。③磨削法:用成形 、 。④冷打法:在专门的机床上进行。 冷打花键轴的工作原理见 3 [冷打花键轴 ]。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴 1齿 ,打头上的成形打轮对工件齿槽部锤击 1 ,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介 5倍左右,冷打还可提高材料利用率。 主要有插削、拉削和磨削等方法。①插削法:用成形插刀在插床上逐齿 ②拉削法:用花键拉刀在拉床上拉削,
花键拉床减速箱相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 岳阳洞庭湖大桥50m跨连续箱形梁桥三向预应力施工
- 一拖二水泵智能保护水位有线无线控制配电箱使用手册
- 在35kV及其以下配电网中宜用“计量箱”计量电能
- 折叠式MCU航空电子设备通用机箱结构设计(论文)
- 一座变截面连续箱梁桥的腹板斜截面抗剪加固方案
- 仪表盘、箱、柜、操作台施工交底记录(安装)
- 永久船闸旁侧泄水箱涵施工方案的选择及主要施工方法
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- GIS配套用三相共箱电压互感器小型化设计改进
- 工程建设机械驱动桥主减速器BP神经网络辅助优化设计
- 广东电网有限责任公司电能计量表箱技术标书
- 关于现浇预应力混凝土连续箱梁施工质量控制几点体会
- 弱电箱技术标准及要求
- 公路桥梁箱梁悬臂施工中预应力作用及剪力滞效应
- 关于桥梁现浇箱梁施工技术及其质量控制措施几点思考