




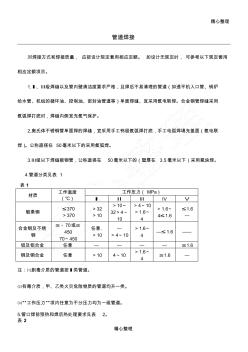
精心整理 精心整理 管道焊接 对焊接方式和焊接质量, 应按设计规定套用相应定额。 如设计无规定时, 可参考以下规定套用 相应定额项目。 1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉 给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。合金钢管焊缝采用 氩弧焊打底时,焊缝内侧宜充氩气保护。 2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联 焊)。公称直径在 50毫米以下的采用氩弧焊。 3.Ⅲ级以下焊缝碳钢管,公称直径在 50毫米以下的(壁厚在 3.5毫米以下)采用氧炔焊。 4.管道分类见表 1 表 1 材质 工作温度 (℃) 工作压力( MPa) Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ 碳素钢 ≤370 >370 >32 >10 >10~ 32>4~ 10 >4~10 >1.6~ 4 >1.6~ 4≤1

江门中晶电子有限公司 程序文件 编号 ZJ-I-QC-004 贴片、插件、焊接检验标准 版本 A/0 生效日期 2012-6-10 第1页共 7页 1. 目的 使元器件贴片及插件焊接的品质统一标准化。 2. 范围 公司所有贴片、插件 PCB焊接的产品。 3. 内容如下图: 偏移 矩 形 元 件 异 形 元 件 江门中晶电子有限公司 程序文件 编号 ZJ-I-QC-004 贴片、插件、焊接检验标准 版本 A/0 生效日期 2012-6-10 第2页共 7页 翘起 立起 矩 形 元 件 异 形 元 件 江门中晶电子有限公司 程序文件 编号 ZJ-I-QC-004 贴片、插件、焊接检验标准 版本 A/0 生效日期 2012-6-10 第3页共 7页 贴 片 焊 接 焊锡珠 短路 虚焊 漏焊 多锡 板面有焊锡珠 焊锡量偏多,元 焊锡量适合,但没 元件焊端一边没有 焊锡。 焊锡量明显太多
热门知识
焊接检验标准精华知识
焊接检验标准-
话题: 工程造价anhuibofeng
最新知识
焊接检验标准-
话题: 工程造价liming571x
-
话题: 工程造价lii7821801
焊接检验标准相关专题
- 靠近墙角的焊缝怎么焊接
- 框架梁里面的钢筋焊接套项
- 框架柱焊接接头怎么算
- 两个槽钢焊接怎么焊接
- 两个弯头可以直接焊接吗
- 种焊焊接螺母用在什么地方
- 柱钢筋焊接长度是多少
- 柱主筋与圈梁焊接
- 柱主筋与圈梁焊接问题
- 柱子钢筋有双面焊接
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 中国焊接学会堆焊及表面工程专委会
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 在用工业管道定期检验规程.20030601doc
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审