




技术质量交底记录 建设单位 南通宝钢钢铁有限公司 工程名称 宝钢集团南钢产品结构调 整和配套工程 交底日期 交底地点 现场办公室 交底部位 钢结构安装焊接技术交底 引用规范规程 《钢结构施工及验收规范》 GB50205-2001 控制要点: 1.施工人员必须持证上岗,并在允许施焊的范围、 有效期内操作,了解焊接 工艺。 2.保证焊接设备具有参数稳定、 调节灵活,满足焊接工艺要求和安全可靠的 性能。 3.施工人员明确焊接部位的焊接形式和焊缝高度。 4.现场对接焊缝要求质量等级为二级,并采取超声波探伤。 5.选择与母材强度相当的焊接材料, 在使用前必须按规定对焊接材料进行烘 干处理。 接受交底人员签名: 见 会 议 签 到 单 交底记录 共 条;计 页 (交底内容见附页) 交底人(签名) 年 月 日 技 术 交 底 卡 一、工程概况 宝钢集团南钢产品结构调整和配套工程Ⅰ标,主要包括:炼钢及连
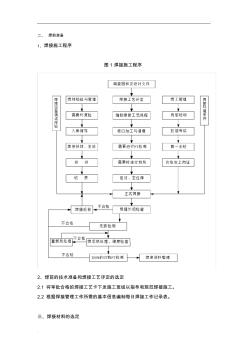
. . 二、 焊前准备 1、焊接施工程序 图 1焊接施工程序 2、焊前的技术准备和焊接工艺评定的选定 2.1 将审批合格的焊接工艺卡下发施工班组以指导和规范焊接施工。 2.2 根据焊接管理工作所需的基本信息编制每日焊接工作记录表。 三、焊接材料的选定 . . 3.1 焊材的选用 根据焊接接头的种类和规格,并结合相关规范和选定的焊接工艺评定选择焊 材,具体焊材选用如表 1所示: 表 2焊材选用表 序号 材质 焊接方法 焊材 1 20# GTAW CHG-56 SMAW CHE427R 2 L245NS GTAW HS09MnSHG-3 SMAW J427SHA 3 Q345D GTAW CHG-56 SMAW J507 3.2 焊条的烘干 焊条的烘干参数一般以产品说明书的要求为准, 没有特殊要求的按表 3所示 表 3焊材烘干参数表 焊条类别 烘干温度 (℃ ) 恒温
热门知识
焊接技术交底-
话题: 工程造价ZHAOFUYUAN
精华知识
焊接技术交底-
话题: 室内设计caffemates
-
话题: 建筑施工fangyi13152
最新知识
焊接技术交底焊接技术交底相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 磷铵技术改造五大磷肥工程的建议
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 支持并行工程和智能CAPP的制造资源建模技术
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 应对水源突发污染的城市供水应急处理技术与应用
- 引用公路桥涵施工技术规范JTJ0412000
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 中国焊接学会堆焊及表面工程专委会
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 智能微电网集成关键技术研发及其产业化项目通过验收