




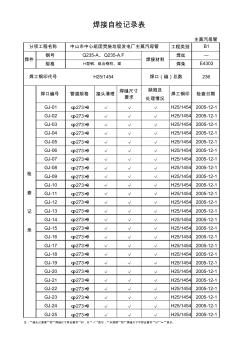
主蒸汽母管 工程类别 B1 钢号 焊丝 — 规格 焊条 E4303 缺陷及 处理情况 GJ-01 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-02 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-03 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-04 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-05 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-06 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-07 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-08 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-09 φ273×9 √ √ √ H25/1454 2005-12-1 GJ-10 φ273×9 √
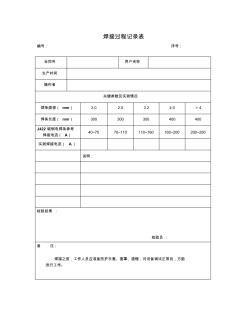
焊接过程记录表 编号: 序号: 合同号 用户名称 生产时间 操作者 关键参数及实测情况 焊条直径( mm) 2.0 2.5 3.2 4.0 >4 焊条长度( mm) 300 300 350 400 400 J422 碳钢电焊条参考 焊接电流( A) 40~70 70~110 110~160 160~200 200~250 实测焊接电流( A) 说明: 检验结果 : 检验员 : 备 注: 焊接之前,工作人员应准备防护手套、面罩、渣锤,对设备调试正常后,方能 进行工作。 表面涂覆过程记录表 编号: 序号: 合同号 生产时间 操作者 关键参数及实测情况 粉末品种 环氧树脂 热固性聚脂 聚脂 /环氧粉末 固化温度(℃) 160-180 实测: 180-200 实测: 170-190 实测: 固化时间( min) 20-30 实测: 20-30 实测: 15-20 实测: 固化后的产品及时检验
热门知识
焊接监控记录表-
话题: 工程造价fengluyao86
-
话题: 工程造价yzh-8861353
精华知识
焊接监控记录表-
话题: 工程造价swallowhawk
最新知识
焊接监控记录表-
话题: 工程造价wuxingxi983
-
话题: 造价软件w270007736
焊接监控记录表相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 中国焊接学会堆焊及表面工程专委会
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
- 中国信达施工现场智能化管理及视频监控系统设计方案
- 以S3C2410为核心的简易智能家居监控系统设计
- 智能材料系统与结构工程构造安全监控
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 智能建筑视频安防监控系统分项检验批质量验收记录表
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 智能建筑电梯和自动扶梯系统分项工程质量验收记录表