




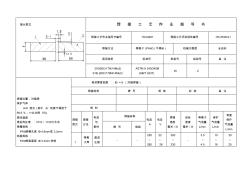
接头型式 焊 接 工 艺 作 业 指 导 书 焊接工艺作业指导书编号 HC/QZ01 焊接工艺评定报告编号 HC-PQR-01 焊接方法 等离子 (PAW)(不填丝) 机械化程度 全自动 适用材质 标准号 类别号 组别号 备 注 316(00Cr17Ni14Mo2) 316L(00Cr179Ni14Mo2) ASTM A 240/240M (GB/T 4237) Ⅶ 2 焊接位置 : 对接焊 保护气体 : ArH 混合 (其中 Ar 纯度不得低于 99.9 %; H占比例 5%) 层间温度 : 焊后热处理 : 1010~1150℃水冷 喷嘴规格 : PAW喷嘴孔径 Φ 4.8mm或 3.2mm 钨极规格 : PAW钨极直径 Φ 3.2mm,铈钨 母材厚度范围 :δ = 8 (对接焊缝) 焊接材料 牌 号 规 格 标 准 备 注 焊 剂 焊接 层次 焊接 方法 电流 与 极
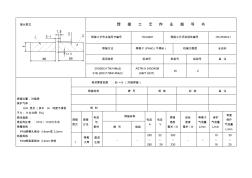
接头型式 焊 接 工 艺 作 业 指 导 书 焊接工艺作业指导书编号 HC/QZ01 焊接工艺评定报告编号 HC-PQR-01 焊接方法 等离子 (PAW)(不填丝) 机械化程度 全自动 适用材质 标准号 类别号 组别号 备 注 316(00Cr17Ni14Mo2) 316L(00Cr179Ni14Mo2) ASTM A 240/240M (GB/T 4237) Ⅶ 2 焊接位置 : 对接焊 保护气体 : ArH 混合 ( 其中 Ar 纯度不得低 于%; H占比例 5%) 层间温度 : 焊后热处理 : 1010~1150℃水冷 喷嘴规格 : PAW喷嘴孔径Φ 4.8mm或 3.2mm 钨极规格 : PAW钨极直径Φ 3.2mm,铈钨 母材厚度范围 :δ = 8 (对接焊缝) 焊接材料 牌 号 规 格 标 准 备 注 焊 剂 焊接 层次 焊接 方法 电流 与 极性 焊接材料 电流 A 电压
焊接工艺作业指导书相关专题
- 靠近墙角的焊缝怎么焊接
- 框架梁里面的钢筋焊接套项
- 框架柱焊接接头怎么算
- 两个槽钢焊接怎么焊接
- 两个弯头可以直接焊接吗
- 种焊焊接螺母用在什么地方
- 柱钢筋焊接长度是多少
- 柱主筋与圈梁焊接
- 柱主筋与圈梁焊接问题
- 柱子钢筋有双面焊接
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 整理装饰装修施工工艺与质量通病与防治措施(全套)