




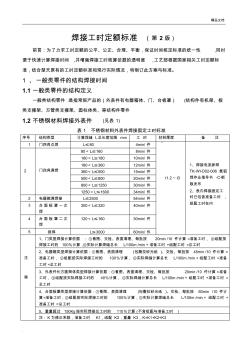
精品文档 . 焊接工时定额标准 (第 2 版) 前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性 ,同时 便于快速计算焊接时间 ,并增强焊接工时核算依据的透明度 ,工艺部根据国家相关工时定额标 准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。 1 、一般类零件的结构焊接时间 1.1 一般类零件的结构定义 一般类结构零件 :是指常规产品的(外表件有电器箱体、门、台板罩) (结构件有机架、板 类支撑架、方管类支撑架、圆柱体类、等结构件零件 1.2 不锈钢材料焊接外表件 (见表 1) 表 1 不锈钢材料外表件焊接固定工时标准 序号 结构类型 计算焊缝 L总长度范围 mm 工 时 材料厚度 备 注 1 门四角点焊 L≤80 4min/ 件  ̄ 2 门四角满焊 80<L≤160 8min/ 件 160< L≤180 10min/ 件 t1.2~ t3
1、各种焊接方法各有哪些特点 ? ①气焊特点 : 优点: a、设备简单,移动方便,无电力供应地区亦可进行焊接; b、可以 焊接很薄的工件; c、焊接铸铁和部分有色金属时焊缝质量好。 缺点: a、热量较分散,热影响区及变形大; b、生产率较低,不易焊较厚金属; c、 气焊火焰中氧、 氢易与熔化金属发生作用, 使某些金属焊缝性能降低; d、难以实现自动化。 ②焊条电弧焊特点 :a、设备简单 ,其操作灵活、方便,适应性强,不受场地和焊接位置的 限制,在焊条能达到就能施焊。 b、应用范围广 , 除难熔或极易氧化的金属外,大部分工业用 金属均能采用焊条电弧焊进行焊接。 c、操作技术要求高 ,焊接质量在一定程度上取决于焊工 的操作水平。 d、生产率较低 ,需要更换焊条,焊条不能充分利用。 ③埋弧焊特点 :埋弧焊的主要优点: 1、焊缝质量高 :熔渣膜隔绝空气,保护效果好; 2、操作条件好 :熔渣隔离弧
热门知识
焊接工程定额-
话题: 工程造价dqsczhangj
精华知识
焊接工程定额-
话题: 工程造价25jgzgsgzzlc
-
话题: 工程造价crystalgirl
-
话题: 工程造价coco526092
最新知识
焊接工程定额-
话题: 工程造价sad434asdas
焊接工程定额相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 电气工程及其自动化特色专业建设探索
- 磷铵技术改造五大磷肥工程的建议
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中国工程图学学会成立工程与制造系统集成化分会
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 圆管涵工程数量表(20201022195115)
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 中华大厦五层宏远公司办公室内装修工程施工组织设计