




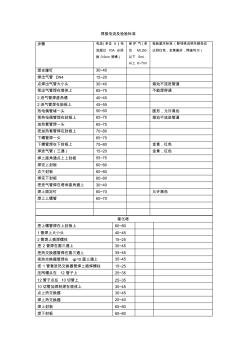
焊接电流及检验标准 催化塔 把上螺管焊在上封板上 60~80 1管焊上大小头 40~45 2管焊上插焊螺柱 15~25 把 2 管焊在圆三通上 30~45 把热交换器管焊在圆三通上 35~45 把热交换器管焊在 φ10圆三通上 35~45 把 1 管套进热交换器管焊上插焊螺柱 15~25 压网帽点在 12 管子上 25~35 12管子点在 10切管上 25~35 10切管加焊料焊在塔体上 30~45 点上热交换器 30~45 焊上热交换器 20~40 焊上封板 60~80 焊下封板 60~80 步骤 电流(单位 A)(电 流超过 70A 必须 换 0.9cm 喷嘴) 保 护 气 (单 位 ML)50 以下 5ml, 以上 6~7ml 检验基本标准(除特殊说明外颜色应 达到红色,金黄最好,焊缝均匀) 焊支撑钉 30~40 焊出气管 DN4 15~20 点焊出

关键取 决于底板 脚 与 固定 在 墙壁 上 的安 装架 相连 接 的 部位 . 而底板是焊接在底板脚上.承受 了室外机的全部重量 .儿安 全角度出发 ,绝不允许 底板脚 与 底板 有脱 焊 现象 。因此 室 外机底板与底板脚 的焊接 是焊接 中极 为特殊和 重要的工作 。 l 现状分析 旧式底板脚焊接专机 (简 称专机 )是 1996年 4月安装 调 试后交付我厂使用 的。当 时的焊接 材料 为 08F黑坯件 ,其电 阻率约为 l0 n-m,与紫铜 (1 67 n,m)相 比.要高 得多,尽管 焊接工艺设计不合理,但因 osF材料的焊接性 能较好.电流 分流不十分严重,勉强能维持生产。但焊接质量波动大、脱 焊现象时有发 生 ,工 艺参数 调 整 ,电 极修 锉频 次 高 ,无形 中 增 加了工人劳 动强度 ,严重 影 响了 生产进 度 ,不 能保证 按 时 完成生
热门知识
焊接电流的选择-
话题: 电气工程yinyingjie
-
话题: 电气工程zhoushu2001
-
话题: 工程造价panjun6988
精华知识
焊接电流的选择-
话题: 工程造价anqing9922
-
话题: 地产家居sdguolv1357
最新知识
焊接电流的选择-
话题: 工程造价wwwoyaosha
焊接电流的选择相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析